
برش فلز را می توان به دو دسته برش مکانیکی و حرارتی تقسیم کرد. برش پلاسما یک روش برش حرارتی است که در آن از گاز یونیزه برای برش فلز استفاده می شود .
این یکی از پرکاربردترین تکنیک ها برای برش صفحات فلزی ضخیم است اما برای ورق های فلزی نیز موجود است. قبل از پرداختن به مزایا و قابلیت های برش پلاسما، باید به سوال دیگری بپردازیم.
چوب پنبه از ترکیباتی مانند اسید فولونیک، اسید فولونیک، اسید سوبریک و گلیسرید تشکیل شده است. بهترین ورق چوب پنبه را میتوانید از صنعت واشر اصفهان بخواهید!
شما قطعاً در مورد 3 حالت اساسی ماده – جامد، مایع و گاز شنیده اید. اما مورد چهارم نیز وجود دارد. بله پلاسما!
امکان یافتن پلاسما در طبیعت اما عمدتاً در قسمت های بالای جو زمین وجود دارد. نورهای قطبی معروف نتیجه بادهای خورشیدی ساخته شده از پلاسما هستند. روشنایی و آتش با دمای بالا نیز شامل پلاسما می شود. و بدن ما هم همینطور.
در مجموع، حدود 99 درصد از جهان مرئی را تشکیل می دهد.
در زندگی روزمره ما می توانیم با پلاسما در تلویزیون ها، لامپ های فلورسنت، تابلوهای نئون و البته برش های پلاسما مواجه شویم.
پلاسما یک ماده گاز مانند یونیزه رسانای الکتریکی است . این به این معنی است که برخی از اتم ها الکترون از دست داده اند و همچنین الکترون های آزاد در اطراف شناور هستند.
گاز را می توان با قرار دادن آن در معرض حرارت شدید به پلاسما تبدیل کرد. به همین دلیل است که پلاسما را اغلب گاز یونیزه می نامند.
پلاسما شبیه گاز است زیرا اتم ها در تماس دائمی با یکدیگر نیستند. در عین حال، از نظر توانایی جریان در هنگام قرار گرفتن در معرض میدان الکتریکی و مغناطیسی، مشابه مایعات رفتار می کند.
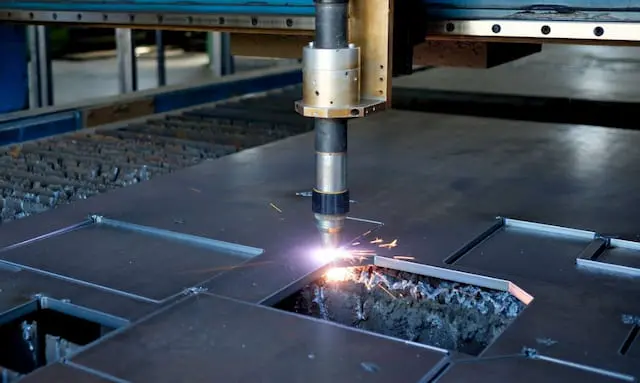
فرآیند برش پلاسما یک روش برش حرارتی است. این بدان معناست که به جای برش مکانیکی فلز از گرما برای ذوب فلز استفاده می کند.
مکانیک کلی سیستم همیشه یکسان است. برش های پلاسما از هوای فشرده یا گازهای دیگر مانند نیتروژن استفاده می کنند. یونیزاسیون این گازها برای ایجاد پلاسما صورت می گیرد.
به طور معمول، گازهای فشرده شده با الکترود تماس می گیرند و سپس برای ایجاد فشار بیشتر یونیزه می شوند. هنگامی که فشار افزایش می یابد، جریانی از پلاسما به سمت سر برش رانده می شود.
نوک برش جریان را محدود می کند تا جریانی از پلاسما ایجاد کند. سپس در معرض قطعه کار قرار می گیرد. از آنجایی که پلاسما رسانای الکتریکی است، قطعه کار از طریق میز برش به زمین متصل می شود.
همانطور که قوس پلاسما با فلز تماس می گیرد، دمای بالای آن آن را ذوب می کند. در همان زمان، گازهای پرسرعت، فلز مذاب را از بین می برند.
همه سیستم ها یکسان کار نمی کنند. اولاً، یک نسخه به طور کلی با بودجه کمتر به نام تماس با فرکانس بالا وجود دارد . این برای برش های پلاسما CNC در دسترس نیست زیرا فرکانس بالا می تواند با تجهیزات مدرن تداخل داشته باشد و مشکلاتی ایجاد کند.
در این روش از یک جرقه با ولتاژ بالا و فرکانس بالا استفاده می شود. ایجاد جرقه زمانی اتفاق می افتد که مشعل پلاسما فلز را لمس کند. این باعث بسته شدن مدار و ایجاد جرقه می شود که به نوبه خود پلاسما را ایجاد می کند.
گزینه دیگر روش قوس پایلوت است . ابتدا جرقه در داخل مشعل توسط مدار ولتاژ بالا و جریان کم ایجاد می شود. جرقه قوس خلبانی را ایجاد می کند که مقدار کمی پلاسما است.
قوس برش زمانی ایجاد می شود که قوس پایلوت با قطعه کار تماس پیدا کند. اپراتور اکنون می تواند فرآیند برش را شروع کند.
راه سوم استفاده از سر مشعل پلاسمایی فنری است . فشار دادن مشعل روی قطعه کار باعث ایجاد یک اتصال کوتاه می شود که باعث می شود جریان شروع به جریان کند.
آزاد کردن فشار، قوس خلبان را ایجاد می کند. روش زیر مانند روش قبلی است. یعنی تماس قوس با قطعه کار.
مزایا
معایب
انتخاب شما بین روش های مختلف برش به مواد، ضخامت آن و کاربرد قطعات بستگی دارد.
ضخامت برش توصیه شده برای برش پلاسما بین 15 تا 50 میلی متر است .
حد بالای توصیه شده ضخامت مواد برای سرویس برش پلاسما حدود 50 میلی متر برای کربن و فولاد ضد زنگ است. آلومینیوم نباید از 40 میلی متر تجاوز کند.
همه چیز بالاتر از آن در حوزه واترجت و برش شعله است.
خدمات برش لیزری باید گزینه ارجح برای ورق های فلزی و صفحات نازک تر باشد زیرا کیفیت و سرعت برش بیشتر است. اما حد بالایی برش لیزری چیزی در حدود 25 تا 30 میلی متر است.
همچنین، برش پلاسما با صفحاتی که از حدود 15 میلیمتر شروع میشوند، سریعتر و در نتیجه ارزانتر است. سپس دوباره سوال به کیفیت مورد نیاز می رسد. با این حال، همیشه می توان با پس پردازش به یک نتیجه خوب و صاف دست یافت.
 12 اردیبهشت 1403
12 اردیبهشت 1403
سندبلاست اصطلاح سندبلاست انفجار مواد ساینده بر روی سطح با استفاده از هوای فشرده را توصیف می کند. اگرچه سندبلاست اغلب به عنوان یک اصطلاح کلی برای همه روش های انفجار ساینده استفاده می شود، اما با انفجار شات که در آن مواد ساینده توسط یک چرخ ریسنده به حرکت در می آیند متفاوت است. […]
 6 بهمن 1403
6 بهمن 1403
پوشش تبدیلی کرومات پوشش تبدیلی کرومات فرآیندی شیمیایی است که برای محافظت از فلزات، بهویژه آلومینیوم، مورد استفاده قرار میگیرد و لایهای مقاوم در برابر خوردگی روی سطح فلز ایجاد میکند. این فرآیند از اسید کرومیک یا ترکیبی از کروماتها برای تبدیل سطح فلز به یک فیلم مقاوم و پایدار استفاده میکند. این لایه علاوه […]



