
زمانی که بیشتر افراد نام “چاپ سهبعدی” را میشنوند، تصویری از یک دستگاه رومیزی کوچک را تصور میکنند که قطعات پلاستیکی تولید میکند. اما واقعیت بسیار فراتر از این است! چاپ سهبعدی در حقیقت یک مجموعه از فناوریهای مختلف است که اشیاء را لایهبهلایه بر اساس یک طراحی دیجیتالی میسازند.
✅ برخلاف روشهای تولید سنتی که مواد را از یک بلوک جامد برش میدهند، چاپ سهبعدی فقط مقدار لازم مواد را اضافه میکند.
🔹 بر اساس استاندارد ISO/ASTM 52900-15، چاپ سهبعدی به هفت دسته اصلی تقسیم میشود: 1️⃣ فتوپلیمریزاسیون مخزنی (Vat Photopolymerization) – استفاده از رزین مایع که با نور UV سخت میشود (مانند SLA). 2️⃣ جتگذاری مواد (Material Jetting) – قرار دادن قطرات مواد که لایهبهلایه جامد میشوند. 3️⃣ جتگذاری چسب (Binder Jetting) – استفاده از مواد چسبنده برای اتصال ذرات پودری. 4️⃣ ذوب بستر پودری (Powder Bed Fusion) – شامل روشهایی مانند SLS و MJF که از لیزر یا پرتوی انرژی برای ذوب پودرها استفاده میکنند. 5️⃣ اکستروژن مواد (Material Extrusion) – مواد چاپ از یک نازل عبور کرده و لایهبهلایه چیده میشود (مانند FDM). 6️⃣ رسوب انرژی مستقیم (Directed Energy Deposition) – فناوری پیشرفتهای که عمدتاً در چاپ فلزی استفاده میشود. 7️⃣ لمینیت ورقهای (Sheet Lamination) – شامل برش و اتصال لایههای نازک مواد برای تشکیل جسم نهایی.
✅ برخی از پیشرفتهترین روشهای چاپ سهبعدی امروزی، ریشه در دهه ۱۹۸۰ دارند. ✅ استریولیتوگرافی (SLA) در سال ۱۹۸۶ ثبت اختراع شد و از آن زمان، پیشرفتهای بزرگی همچون FDM، SLS و MJF رخ دادهاند. ✅ امروزه از دستگاههای رومیزی با قیمت کمتر از ۲۰۰ دلار گرفته تا سیستمهای صنعتی با هزینه بیش از ۱ میلیون دلار، چاپ سهبعدی به ابزاری اساسی برای مبتدیان و مهندسان تولید تبدیل شده است. ✅ صنعت چاپ سهبعدی گستره وسیعی از مواد مانند PLA، ABS، پودرهای فلزی، سرامیکها و رزینهای فتوپلیمر را شامل میشود.
برای آشنایی بیشتر با ویژگی های انواعمحصولات ما از جمله پکینگ نسوز (طناب نسوز) می توانید به صفحه اختصاصی آنها در محصولات ما مراجعه کنید.
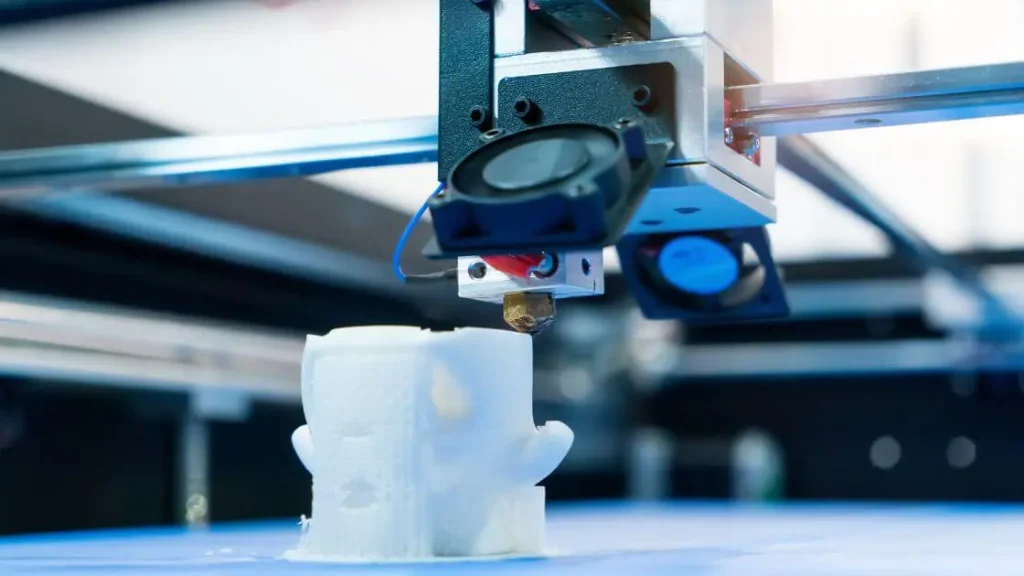
✅ اکستروژن مواد شامل گروهی از فرآیندهای چاپ سهبعدی است که در آن ماده اولیه از یک نازل عبور داده شده و لایهبهلایه تشکیل میشود. ✅ معمولاً این ماده یک ترموپلاستیک است که تا حالت نیمهمایع گرم شده و سپس بر اساس مسیر تعیینشده توسط فایل طراحی رایانهای، اکسترود میشود. ✅ هر لایه پس از سرد شدن به لایه قبلی میچسبد و یک ساختار جامد را ایجاد میکند.
✅ این روش یکی از رایجترین و در دسترسترین روشهای چاپ سهبعدی است. ✅ میتوان آن را در چاپگرهای رومیزی که از فیلامنتهای پیچیدهشده استفاده میکنند، مشاهده کرد، اما شامل ماشینهای بزرگتری نیز میشود که گلولههای پلاستیکی، بتن یا خمیر را اکسترود میکنند. ✅ چه قطعات کوچک تولید کنید یا نمونههای اولیه بزرگ، اکستروژن مواد انعطافپذیری قابل توجهی در طراحی و حجم ساخت ارائه میدهد.
✅ محدوده مواد پشتیبانیشده در این روش بسیار گسترده است، از ترموپلاستیکهای استاندارد مانند PLA، ABS و PETG گرفته تا مواد پیشرفتهای مانند کامپوزیتهای فیبر کربن، پلیمرهای مقاوم در برابر حرارت یا فیلامنتهای پرشده با فلز. ✅ برخی دستگاهها حتی در ساخت و ساز یا مدلسازی غذا نیز استفاده میشوند.
✅ مدلسازی رسوبی فیوز شده (FDM) یکی از رایجترین روشهای اکستروژن مواد در چاپ سهبعدی است. ✅ در این روش، فیلامنت ترموپلاستیکی وارد یک هد چاپ گرم شده میشود و مواد پس از ذوبشدن از نازل خارج میشوند. ✅ این مواد لایهبهلایه بر روی صفحه ساخت قرار میگیرند و با خنکشدن، جامد میشوند.
✅ مواد رایج مورد استفاده در این فناوری شامل PLA، ABS، PETG و TPU هستند. ✅ گزینههای پیشرفتهتر شامل پلیکربنات، ULTEM، و فیلامنتهای پرشده با فیبر کربن یا پودرهای فلزی میباشند که ویژگیهای مکانیکی متفاوتی ارائه میدهند، بسته به نیاز عملکردی قطعه مورد نظر.
🔹 کاربردهای اصلی: ✅ نمونهسازی سریع ✅ مدلهای آموزشی ✅ تست محصولات مصرفی ✅ ابزارهای تولیدی مانند جیگها و فیکسچرها
✅ چاپ سهبعدی FDM در فرآیندهای توسعه محصول نیز بسیار کاربرد دارد، بهویژه زمانی که هندسه قطعات یا میزان تطبیق آنها با مونتاژ باید ارزیابی شود.
🔹 ویژگیهای فنی: ✅ دقت معمولاً در محدوده ±0.5 میلیمتر قرار دارد. ✅ رزولوشن لایه معمولاً بین ۵۰ تا ۳۰۰ میکرون متغیر است. ✅ سرعت چاپ به نوع ماده و پیچیدگی قطعه بستگی دارد، اما معمولاً بین ۴۰ تا ۱۰۰ میلیمتر بر ثانیه است.
🔹 مزایا: ✅ هزینه پایین: دستگاههای ابتدایی و فیلامنتهای مورد نیاز با قیمت مقرونبهصرفه در دسترس هستند. ✅ تنوع مواد: انتخاب گستردهای از پلاستیکها با مقاومت، رنگ و سطحهای مختلف. ✅ سهولت استفاده: نرمافزارهای کاربری ساده، این روش را برای مبتدیان و متخصصان مناسب میکند. ✅ مقیاسپذیری: از دستگاههای رومیزی گرفته تا سیستمهای صنعتی با حجم ساخت بالا.
🔹 معایب: ✅ خطوط لایههای قابل مشاهده: قطعات اغلب دارای برجستگیهای بین لایهها هستند مگر اینکه فرآیند پسپردازش انجام شود. ✅ استحکام کم در نواحی بین لایهها: ویژگیهای مکانیکی ممکن است بسته به جهت قطعه، ناهماهنگ باشند. ✅ نیاز به سازههای پشتیبان: برای بخشهای دارای برآمدگی و پلها به مواد اضافی نیاز است که باید پس از چاپ حذف شوند. ✅ دقت پایینتر: نسبت به روشهای رزینی یا ذوب بستر پودری، FDM در نمایش جزئیات دقیق ممکن است با محدودیتهایی روبرو باشد.
✅ چاپ زیستی سهبعدی یک روش تخصصی از فرآیند اکستروژن مواد است که از جوهرهای زیستی (Bio-Inks) ساختهشده از سلولهای زنده معلق در هیدروژلها برای ایجاد ساختارهای شبه بافتی استفاده میکند. ✅ بر خلاف روشهای سنتی چاپ سهبعدی که به ترموپلاستیکها یا پودرهای فلزی متکی هستند، این فرآیند بر قابلیت زندهمانی سلولها و سازگاری زیستی مواد تأکید دارد.
🔹 مواد مورد استفاده شامل پلیمرهای زیستتخریبپذیر مانند آلژینات، کلاژن، ژلاتین و فیبرین هستند، که بهعنوان داربستهایی برای حمایت از رشد و آرایش سلولها عمل میکنند. ✅ از آنجا که این ساختارها باید شبیه بافت واقعی باشند، این مواد بر اساس سازگاری، انعطافپذیری و توانایی حمایت از رگزایی انتخاب میشوند.
🔹 کاربردها بهسرعت در حال پیشرفت هستند، از جمله: ✅ ساخت مدلهای آزمایشی مانند “ارگان روی تراشه” (Organ-on-a-Chip) ✅ داربستهای بافتی و مدلهای پزشکی بازساختی ✅ توسعه اولیه بافتهای پوستی و غضروفی برای کاربردهای پیوندی
🔹 ویژگیهای فنی: ✅ دقت ابعادی بین ۱۰۰ تا ۲۰۰ میکرون یا کمتر بسته به کالیبراسیون چاپگر و ویسکوزیته جوهر زیستی ✅ سرعت چاپ به تراکم سلولی، اندازه نازل و نرخ جریان هیدروژل بستگی دارد ✅ در مقایسه با اکستروژن پلیمرها، سرعت چاپ کمتر است زیرا حفظ سلامت سلولی اهمیت بیشتری دارد
🔹 مزایا: ✅ پتانسیل مهندسی بافتی برای ارگانهای کاربردی و درمانهای بازساختی ✅ سفارشیسازی ساختارها برای آزمایش دارویی یا ایمپلنتهای اختصاصی بیماران ✅ کنترل لایهبهلایه برای قرارگیری سلولهای مختلف در فضاهای خاص
🔹 معایب: ✅ پیچیدگی بالا: نیاز به کنترل دقیق دما، استریلسازی و سازگاری جوهر زیستی ✅ طول عمر محدود: ساختارهای چاپشده معمولاً نیاز به کشت یا آمادهسازی فوری دارند ✅ چالشهای نظارتی: استفاده بالینی مستلزم آزمایشهای گسترده و رعایت استانداردهای سختگیرانه است
✅ چاپ سهبعدی در ساخت و ساز یک روش تولید افزایشی در مقیاس بزرگ است که از سیستمهای اکستروژن خودکار، معمولاً بازوهای رباتیک یا نازلهای متصل به گنتری، برای رسوبگذاری مواد ساختمانی مانند بتن استفاده میکند. ✅ بر خلاف روشهای سنتی، این فناوری بهطور مستقیم از مدلهای دیجیتالی ساختهشده استفاده میکند و به چاپ دیوارها، پوستههای سازهای یا حتی ساختمانهای کامل لایهبهلایه بدون نیاز به قالبهای استاندارد یا فرمکاری میپردازد.
🔹 مواد رایج مورد استفاده شامل ترکیبات سیمانی، بتن سریعگیر، پلیمرهای ژئوپلیمری و ملاتهای تخصصی هستند، که باید الزامات سختگیرانهای برای قابلیت جریانیابی و سرعت گیرش را رعایت کنند تا هر لایه جدید با لایه قبلی بهدرستی پیوند بخورد و استحکام سازه حفظ شود.
🔹 این روش در سراسر جهان در حال گسترش است و در پروژههای مختلفی از جمله: ✅ ساخت مسکنهای کمهزینه و پناهگاههای اضطراری ✅ معماریهای هنری و سازههای پیچیده
✅ چندین نمونه واقعی از چاپ سهبعدی ساختمانها وجود دارند که در عرض چند روز ساخته شدهاند، که در مقایسه با روشهای سنتی هفتهها زمان صرفهجویی میشود.
🔹 ویژگیهای فنی: ✅ دقت معمولاً بین ±5 میلیمتر تا ±10 میلیمتر بسته به اندازه پلتفرم چاپ، دقت نازل و عوامل محیطی ✅ سرعت چاپ بسته به پیچیدگی طرح، اغلب سریعتر از نیروی کار دستی برای اشکال تکراری و مستقیم است ✅ رزولوشن لایه معمولاً بین ۱۰ تا ۳۰ میلیمتر است، اما میتوان آن را با تکنیکهای پرداخت نهایی بهبود داد
🔹 مزایا: ✅ کاهش نیاز به نیروی کار، بهویژه در وظایف تکراری ✅ شتاببخشی به زمان ساخت برای برخی از هندسههای معماری ✅ حداقلسازی ضایعات مواد در مدلسازی رسوبی ✅ امکان طراحی فرمهای معماری جدید که با روشهای سنتی غیرممکن هستند
🔹 معایب: ✅ نیاز به تجهیزات عظیم، که تحرک و راهاندازی را محدود میکند ✅ مواد باید با دقت مهندسی شوند تا قابلیت جریانیابی مناسب و گیرش سریع داشته باشند ✅ رعایت استانداردهای ساختمانی و نظارت کدهای ساختوساز همچنان در حال تکامل است ✅ کیفیت سطح و هندسه قطعات ممکن است نیاز به اصلاح دستی پس از چاپ داشته باشد
 29 بهمن 1403
29 بهمن 1403
قالب گیری تزریقی در مقابل چاپ سه بعدی شرکت های امروزی گزینه های بیشتری برای تولید قطعات تقریباً از هر ماده ای دارند. و وقتی نوبت به تولید قطعات از پلاستیک میرسد، اکثر آنها قالبگیری تزریقی و چاپ سه بعدی را انتخاب میکنند. در حالی که گزینه چاپ سه بعدی به دلیل در دسترس بودن […]
 26 اسفند 1403
26 اسفند 1403
روشها و تجهیزات مختلف ماشینکاری دقیق با توجه به کاربردهای گسترده ماشینکاری دقیق، ماشینآلات و تجهیزات متنوعی برای این فرآیند توسعه یافتهاند. از آنجا که قطعات مختلف نیاز به انواع مختلفی از برش دارند، طیف وسیعی از ابزارهای برش نیز ایجاد شدهاند. در ادامه به برخی از روشها و تجهیزات اصلی ماشینکاری دقیق اشاره میکنیم: […]
 28 فروردین 1404
28 فروردین 1404
ابزارهای مورد نیاز برای گالوانیزه کردن فرآیند گالوانیزه کاری یک عملیات تخصصی و حساس است که به ابزارها و تجهیزات دقیقی برای دستیابی به پوشش یکنواخت و مؤثر روی نیاز دارد. در ادامه، ابزارهای ضروری برای انجام این فرآیند را معرفی میکنیم: تجهیزات پایه: ابزارهای اندازهگیری: تجهیزات ایمنی: تجهیزات تمیزکاری: صنعت واشر اصفهان با تولید […]


