شات پینینگ یک فرآیند کار سرد است که خواص مکانیکی روی سطح فلز را تغییر می دهد و یک لایه تنش پسماند فشاری ایجاد می کند. هدف اصلی آن جلوگیری از گسترش ریزترک ها بر روی سطح است. شات پینینگ همچنین مقاومت در برابر خستگی، استحکام و دوام مواد را بهبود میبخشد و آن را در افزایش عمر مفید آن مؤثر میسازد.
محصولات صنعت واشر اصفهان با بهترین کیفیت به شما ارائه میشود. شما میتوانید برای کسب اطلاعات بیشتر در مورد محصولات جدید ما همچون ورق لاستیکی با کاشناسان ما در ارتباط باشید.
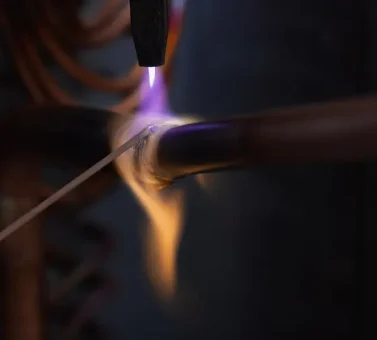
شات پینینگ یک فرآیند کار سرد است که سطح ماده را با استفاده از رسانه های لایه برداری در معرض تغییر شکل پلاستیک قرار می دهد. در این فرآیند از رسانه های شات استفاده می شود که عموماً به شکل مهره های فولادی، سرامیکی یا شیشه ای هستند. این رسانه با سرعت بالا بر روی سطح قطعه بمباران می شود و نیروی کافی برای فشرده سازی سطح و ایجاد فرورفتگی های کوچک ایجاد می کند. این تنش کششی باقیمانده را به تنش فشاری پسماند مفید تبدیل می کند که استحکام مواد را تحت بار بهبود می بخشد.
کاربرد رسانه شات ممکن است با استفاده از هوای فشرده یا توربین چرخ تحویل داده شود. اصل شات پینینگ در هر دو نوع تجهیزات یکسان است. عواملی مانند پوشش، شدت، زاویه و کیفیت شات تأثیر بسیار بیشتری در تبدیل تنش های کششی به تنش پسماند فشاری نسبت به نوع فرآیند انتخابی دارند.
هر ذره شات با سرعتی در حدود 30 تا 100 متر بر ثانیه به سطح قطعه برخورد می کند و لایه را با تنش های فشاری پسماند می پوشاند. تغییر شکل پلاستیکی که توسط شات پنینگ فعال می شود نیز می تواند زبری سطح قطعه کار را اصلاح کند. هزاران فرورفتگی فلز را فشرده و محکم می کند و در برابر شکست مقاوم تر می شود. قطعه ای که به درستی شات خورده شده است، دوام بیشتری خواهد داشت و حداکثر ظرفیت بارگذاری بیشتری خواهد داشت. ریزش بیش از حد ممکن است باعث سرد شدن بیش از حد شود، که میتواند منجر به ترکهای خستگی و کاهش قدرت خستگی شود.
برای اندازهگیری شدت هر ذره شات، میتوان تست نوار آلمن را در طول فرآیند شاتپنینگ انجام داد . این آزمایش از یک نوار مسطح استفاده می کند که توسط یک جریان شات بمباران می شود که معمولاً از طریق یک کنترل کننده جریان شات تنظیم می شود. یک Almen Gauge خمیدگی نوار را اندازه گیری می کند که شدت آن را تعیین می کند.
جداکننده ها برای بازیابی رسانه های استفاده شده و حذف قطعات شات استفاده می شوند. فیدرها جایگزین تعداد رسانه های آسیب دیده برای کار می شوند.
از دیگر کاربردهای این فرآیند می توان به شکل دهی شات پینینگ اشاره کرد، روشی که در آن جزء از نیروی اعمال شده کمی خم می شود. ممکن است برای پانل های نازک، پوسته ها و بال های بال استفاده شود. شات پینینگ همچنین ممکن است برای اصلاح اعوجاج استفاده شود که هدف آن صاف کردن سطوح (در مقابل شکل دهی) است.
شات پینینگ یا فلپ پینینگ قابل حمل برای نواحی یا تعمیرات بسیار دشوار (بیشتر هواپیما) استفاده می شود. این شامل یک ماتریس کولار با یک دریچه توپ است که به صورت پنوماتیک یا الکتریکی به ناحیه مورد نظر هدایت می شود.
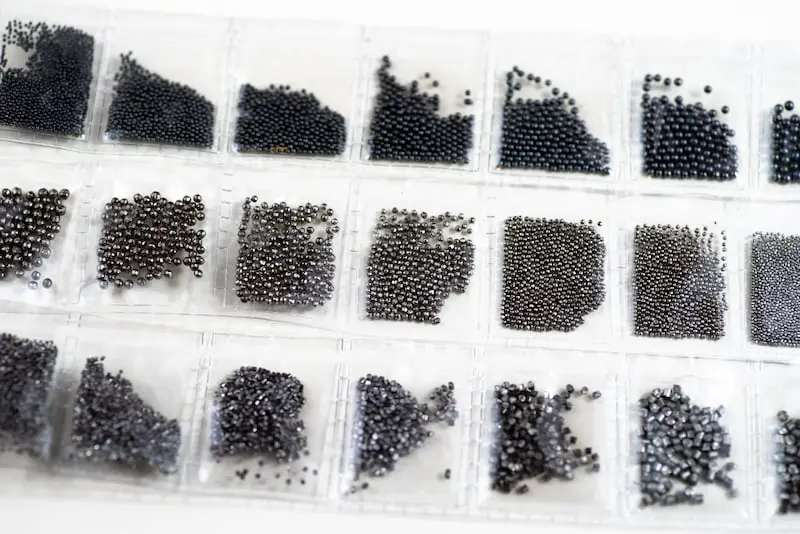
اشکال مختلفی از رسانه های لایه برداری شات وجود دارد که برای ایجاد تنش فشاری بر روی سطح مواد استفاده می شود. هر یک مقدار HRC خاص خود را دارد (مقیاس سختی راکول C) که بر میزان نیروی اعمال شده به سطح تأثیر می گذارد.
هنگام انتخاب رسانه شات، جدای از نوع آن، متغیرهای زیادی وجود دارد که باید در نظر بگیرید. این ملاحظات در مقایسه با خواص قطعه کار و نتیجه مطلوب آن انجام می شود.
برخی از پارامترهای دیگر که باید در نظر گرفته شوند، عموماً با تجهیزات لایه برداری مورد استفاده مرتبط هستند. برای مثال، سیستم های انفجار هوا باید سرعت نازل را در نظر بگیرند در حالی که سیستم های گریز از مرکز باید سرعت چرخ را در نظر بگیرند.
دو روش اصلی برای ارسال شات رسانه به سطوح فلزی وجود دارد:
با این حال، روشهای دیگری مانند لایه برداری لیزری ، لایه برداری اولتراسونیک و لایه برداری مرطوب وجود دارد که برای کاربردهای خاص استفاده میشود.
شات پینینگ به طور گسترده ای برای افزایش مقاومت در برابر خستگی، از جمله ترک خوردگی ناشی از استرس، فرسایش حفره ای، خوردگی بین دانه ای و همچنین مقاومت در برابر چرخه های بارگذاری مکرر استفاده می شود. ناحیه تحت فشار فشاری، مرزهای دانه فلز را فشرده می کند و میزان خراشیدگی ، خراشیدگی ، پوسته شدن و سایش روی قطعه کار را به حداقل می رساند.
تنش های فشاری که در برابر خستگی فلز مقاومت می کنند به جلوگیری از انتشار ترک بر روی سطح ماده کمک می کند. تنش های کششی در داخل ماده به آن اندازه مشکل ساز نیست، زیرا ترک ها به مراتب کمتر از داخل ماده شروع به انتشار می کنند.
بسیاری از صنایع مانند خودروسازی، هوافضا، ساخت ماشین آلات و پزشکی از فرآیند شات پینینگ استفاده می کنند، زیرا این روشی اقتصادی و عملی برای بهبود عمر خستگی یک قطعه است. فنرها، چرخ دنده ها، میل بادامک ها، مته ها و پره های توربین برای دستیابی به مقاومت در برابر بارگذاری چرخه ای، تحت این فرآیند کار سرد قرار می گیرند. شات پینینگ زباله ها را از بین می برد و سطوح سرسیلندرها و بلوک های موتور را صاف می کند. همچنین ممکن است برای جاسازی پوششهای سطحی بر روی مواد از مواد انفجاری از طریق مایع یا پودر استفاده شود.
شات پینینگ و شات بلاست دو روش متفاوت هستند که اهداف متفاوتی دارند. این دو ممکن است شبیه به نظر بیایند زیرا هر دو از رسانه های شات با سرعت بالا استفاده می کنند، اما تکنیک ها در چندین جنبه متفاوت است.
شات پینینگ برای بهبود خواص مکانیکی ماده با افزایش استحکام آن و به حداقل رساندن خطر شکست استفاده می شود. هدف از مواد شات افزایش عمر خستگی بسیار کمتر از بهبود زیبایی آن است. شات پینینگ ممکن است در تعبیه پوششها و روانکنندهها به فلزات برای رسیدن به پوشش سطحی مورد نظر استفاده شود.
شات بلاست و سندبلاست برای آماده سازی سایر عملیات های سطحی مانند عملیات حرارتی و رنگ آمیزی استفاده می شود. بافت سطح مواد را بهبود می بخشد، فرورفتگی ها یا نواقصی را که گاهی در حین تولید ایجاد می شود، از بین می برد. رسانه مورد استفاده در جریان شات بلاست عموماً ساینده تر از شات پینینگ است. شات بلاست همچنین ممکن است از سایر مواد ساینده شات مانند کاربید سیلیکون، سرباره مس و اکسید آلومینیوم برای رسیدن به سطح مورد نظر استفاده کند .
در صورت نیاز پروژه، یک قطعه می تواند هر دو فرآیند را در فرآیند تولید انجام دهد.
 12 خرداد 1402
12 خرداد 1402
آینده صنعت آلومینا یا آلومینیوم که یکی از بزرگترین محصولات شیمیایی معدنی در جهان است. با توجه به هزینه های پایین تولید فرآیند بایر، این ماده شیمیایی که اساس تامین مواد اولیه تولید فلز آلومینیوم اولیه است، بیش از 75 سال است که در بازارهای مختلف مورد استفاده قرار می گیرد. این بازار نه تنها […]