
منطقه متاثر از گرما (heat affected zone یا HAZ) چیزی است که زمانی رخ می دهد که فلز در معرض دمای بالا باشد. این تاثیر منفی بر طراحی و ساختار فلز دارد. این مقاله به بررسی این اثرات و چگونگی کاهش آنها می پردازد.
برخی از فرآیندهای تولیدی که HAZ را تولید می کنند عبارتند از: برش مکانیکی، برش حرارتی و جوش .
با برش مکانیکی، باید از مقاومت برشی فلز فراتر رفت. بیشتر انرژی به گرما تبدیل می شود که هم بر طول عمر ابزار و هم بر فلز در حال برش تأثیر می گذارد.
روش های برش حرارتی، مانند برش لیزر و برش پلاسما ، در واقع از گرما برای برش استفاده می کنند. باز هم همان تغییرات ساختاری و زیبایی شناختی رخ می دهد.
در جوشکاری، مشابه برش حرارتی، از دماهای بسیار بالا برای افزودن فلز مذاب یا ذوب خود قطعات استفاده می شود.
از آنجایی که تشکیل ناحیه متاثر از گرما تأثیر قابل توجهی بر کیفیت محصول نهایی دارد، خوب است که جنبه های مختلف آن را درک کنیم.
ورق نسوز در صنایع پتروشیمی و نیروگاه ها، پالایشگاه ها، پمپ بنزین ها و مخازن نفت کاربرد دارد. بهترین ورق نسوز را میتوانید از صنعت واشر اصفهان بخواهید!
در حین برش فلز یا جوشکاری فلز، فلز گرمای تولید شده را جذب می کند. این گرما به دور از لبه برش از طریق بدنه فلزی منتقل می شود، زیرا فلز رسانای گرمایی خوبی است.
منطقه ای بین فلز ذوب شده و فلز پایه سالم تشکیل می شود که منطقه تحت تأثیر حرارت (HAZ) نامیده می شود. در این ناحیه، فلز ذوب نمی شود، اما گرما منجر به تغییراتی در ریزساختار فلز شده است. این تغییرات در ساختار می تواند استحکام فلز را کاهش دهد.
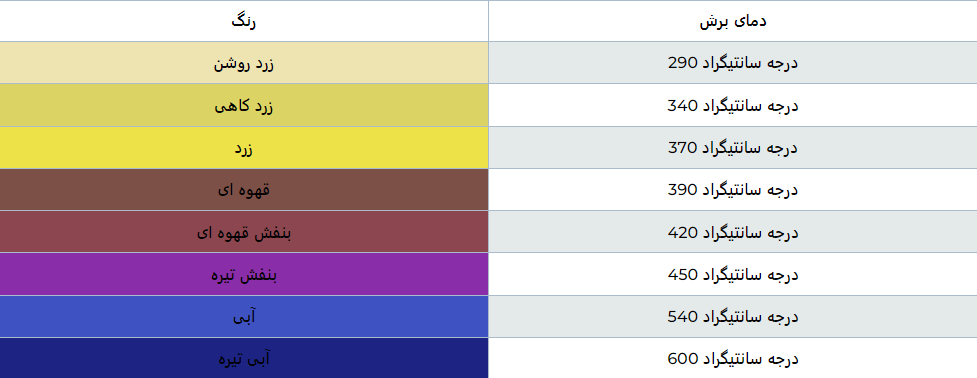
HAZ با یک سری نوارهای رنگی روشن بین رابط برش/جوشکاری و فلز پایه بدون پیرایش قابل شناسایی است. رنگ ها از زرد روشن تا بنفش مطابق جدول زیر می باشد.
درک این نکته بسیار مهم است که HAZ باعث کاهش استحکام برای طراحی برنامه های کاربردی ایمن می شود. ضعیف ترین بخش های یک سازه در HAZ وجود دارد.
یک سازه به اندازه ضعیف ترین نقطه اش قوی است. بنابراین، تشخیص HAZ ممکن است تفاوت بین موفقیت و شکست یک قطعه خاص باشد.
در نتیجه استفاده از دماهای مختلف در طول فرآیندهای تولید، رنگهای متنوعی در HAZ وجود دارد. این رنگ ها به ترتیب افزایش دما از زرد روشن تا آبی تیره متغیر هستند.
رنگ های نوار به ترتیب پیشرفت دما عبارتند از:
عواملی که بیشتر بر شکل گیری این رنگ های حرارتی تأثیر می گذارند عبارتند از:
علت تشکیل HAZ به وضوح گرما است. عرض منطقه همچنان به عوامل متعددی مانند نفوذ حرارتی و انتخاب روش های برش بستگی دارد.
نفوذ حرارتی فلز نقش اصلی را در تعیین چگونگی تأثیر HAZ بر فلز ایفا می کند. نسبت رسانایی حرارتی فلز تقسیم بر چگالی و ظرفیت گرمایی ویژه آن در فشار ثابت است.
به عبارت ساده، انتشار حرارتی یک فلز اندازه گیری سرعت انتقال گرما از بدن آن است. اگر نفوذ حرارتی بالا باشد، فلز زودتر قادر به انتقال گرما خواهد بود.
این منجر به خنک شدن سریعتر می شود و HAZ باریکتر می شود. از طرف دیگر، انتشار حرارتی کم، گرما را برای مدت طولانیتری در فلز نگه میدارد و HAZ گستردهتری ایجاد میکند.
نفوذ حرارتی فولاد ضد زنگ AISI 304 4.2 میلی متر مربع بر ثانیه است، در حالی که برای فولاد سازه ای 11.72 میلی متر مربع بر ثانیه است . این بدان معنی است که فولاد ساختاری، هنگامی که در معرض گرما قرار می گیرد، HAZ کوچکتری ایجاد می کند زیرا سریعتر خنک می شود.
ایجاد HAZ به عوامل مختلف دیگری نیز بستگی دارد. پهنای ناحیه به مقدار گرمای تولید شده، مدت زمان قرار گرفتن در معرض گرما و ضخامت مواد بستگی دارد.
ورق فلزی نازک سریعتر گرم می شود و بنابراین منطقه تحت تأثیر حرارت بزرگتری ایجاد می کند.
هر روش برش حرارتی کمی متفاوت است. بنابراین، منطقه تحت تاثیر حرارت حاصل نیز متفاوت است.
برش شعله و جوش قوس الکتریکی حداکثر گرما را تولید می کند و از همه بیشتر HAZ را دارد.
جوش های سریع و ثابت، قرار گرفتن در معرض گرما را به حداقل می رساند. بنابراین، داشتن یک جوشکار با تجربه می تواند اندازه HAZ را کاهش دهد و در نتیجه منجر به اتصال قوی تر شود .
اندازه HAZ در برش پلاسما نسبتا نازکتر است زیرا می توان سرعت برش را دستکاری کرد تا یک HAZ نازک ایجاد کند.
برش لیزری یک HAZ حتی کوچکتر ایجاد می کند زیرا دارای یک برش باریک است و گرما به یک منطقه کوچک اعمال می شود.
فرآیندهایی مانند برش و برش با جت آب باعث ایجاد HAZ نمی شوند زیرا شامل گرم شدن بیش از حد مواد نمی شوند. این چیزی است که باید در هنگام طراحی قطعاتی که نیاز به قابلیت اطمینان بیشتری دارند در نظر گرفت.
منطقه متاثر از گرما منجر به تغییرات ساختاری در فلز می شود که باعث ضعیف شدن قطعه در این ناحیه می شود. خواص مکانیکی یک فلز مانند مقاومت در برابر خستگی، اعوجاج و ترکخوردگی سطح تحت تأثیر قرار میگیرد.
این امر یادگیری در مورد اثرات HAZ را بسیار مهم می کند. این امر حتی اگر به تنهایی فلز را برش یا جوش نزنید نیز صدق می کند.
اجازه دهید نگاهی به اثرات مختلف HAZ بر روی فلز بیاندازیم.
در برش فلز، فلز گرما را با سرعت بسیار بالایی جذب می کند. خنک کننده ارائه شده توسط خنک کننده نیز فوری است. این می تواند به طور قابل توجهی ریزساختار و خواص فلز را در ناحیه آسیب دیده تغییر دهد.
ساختار مولکولی فلزات با گرم شدن منبسط می شود. اگر حرارت اعمال شده در سطح مقطع فلز تغییر کند، منجر به انبساط ناهموار و متعاقب آن انقباض بدنه فلزی می شود. تغییر شکل هایی مانند اعوجاج می تواند در طول فرآیند خنک سازی رخ دهد. به عنوان مثال، تولید فولادهای نورد گرم نتایج مشابهی دارد.
تغییرات شیمیایی نیز به دلیل ایجاد فازهای مختلف در کنار یکدیگر بسته به دماهای خاصی که توسط بخشهای مختلف فلز به دست میآید، دیده میشود.
نیتروژن سطحی شامل افزودن نیتروژن به سطح فلز برای بهبود سختی آن است. در عملیات برش و جوشکاری فلزات در دمای بالا، این اثر به طور ناخواسته دیده می شود. در نتیجه، در ناحیه گرم شده، سختی افزایش یافته و جوش پذیری کاهش می یابد.
هنگامی که فلزات در معرض دمای بالا قرار می گیرند، می توانند در میان پدیده های دیگر تحت اکسیداسیون قرار گیرند. این مسئول نوارهای رنگی روشن است که مشخصه HAZ است.
نمودار کاربید آهن به ما در درک فازهای فولاد کمک کرده است . بسته به دمای فولاد، فازهای مختلفی ایجاد می شود.
برای مثال، هنگامی که در معرض دماهای بالا قرار می گیرد، فولاد زنگ نزن آستنیتی به فولاد مارتنزیتی تبدیل می شود. فولاد مارتنزیتی سخت تر و شکننده تر از فولاد قبلی است. در برخی موارد گرما باعث ضعیف شدن فلز می شود.
تردی هیدروژنی انتشار هیدروژن در شبکه فلزی است که شکل پذیری و چقرمگی فلز را کاهش می دهد .
دمای بالا می تواند منجر به شکنندگی هیدروژن شود. تبدیل فاز ممکن است در برخی از فلزات به دلیل این هیدروژن اتمی رخ دهد. این می تواند باعث ترک خوردگی هیدروژنی حتی پس از 24 ساعت از فرآیند برش شود.
فولاد ضد زنگ حتی ممکن است در منطقه تحت تأثیر گرما خورده شود. گرمای شدید منجر به رسوب کاربیدهای کروم در نزدیکی مرزهای دانه می شود. این میزان کروم فولاد ضد زنگ را به زیر 10.5 درصد کاهش می دهد.
نتیجه از بین رفتن خود غیرفعال شدن (توانایی بازسازی لایه محافظ اکسید کروم برای جلوگیری از خوردگی) است که باعث خوردگی بین دانه ای می شود . همچنین خاصیت ضد زنگ بودن خود را از دست می دهد و در موارد شدید، فلز سیاه می شود.
منطقه متاثر از گرما یک محصول جانبی نامطلوب است. با این حال، حذف کامل HAZ غیرممکن است. تنها کاهش پس از تشکیل آن قابل دوام است.
چه در حال جوشکاری یا برش فلز باشید، نکته کلیدی سرعت است. همانطور که قبلاً توضیح داده شد، قرار گرفتن در معرض گرما کمتر باعث ایجاد HAZ کمتری می شود.
امکان بهینه سازی سرعت به اپراتورهای تجهیزات و ماشین آلات مربوط می شود. دانستن راهاندازی دستگاهها برای بهترین عملکرد منجر به نتایج عالی میشود.
پس از تشکیل HAZ، می توان فلز را برای بازیابی مقداری از استحکام از دست رفته خود درمان کرد.
در مورد جوشکاری، این ممکن است با استفاده از عملیات قبل یا بعد از جوش انجام شود. تغییر فاز فلز به طور یکنواخت تأثیر کمتری را در مورد فلز اطراف تضمین می کند.
آنیل کردن چیزی است که در مورد فولاد کمک می کند. این روش شامل گرم کردن فلز و نگه داشتن آن در دمای خاص برای تقویت پیوندهای عنصری است. برای فولاد ضد زنگ، غیرفعال کردن قطعات پس از جوشکاری بسیار رایج است.
تکمیل مکانیکی می تواند به جنبه زیبایی کمک کند.
یکی از راه های انجام این کار استفاده از کاغذ سنباده برای از بین بردن رنگ حرارتی ایجاد شده در اثر اکسیداسیون است. این لایه زیرین را در معرض دید قرار می دهد و در مورد فولاد ضد زنگ منجر به خود غیرفعال شدن کروم می شود. با این حال، ضعیف شدن قطعه نیز احتمال دارد.
موثرترین راه برای خلاص شدن از شر کل منطقه تحت تأثیر گرما، دور کردن آن با ماشینکاری است. با این حال، این منجر به از دست دادن مواد می شود.
 3 بهمن 1402
3 بهمن 1402
واشر تخت و فنری واشر تخت قطعه ای فلزی یا پلاستیکی است که بیشتر در مکانیک و صنایع مختلف مورد استفاده قرار می گیرد. از این واشرها برای توزیع یکنواخت فشار یا بار روی سطوح مختلف استفاده می شود. وظیفه اصلی واشر تخت جلوگیری از نفوذ یا فشرده شدن مواد پایه (مانند چوب یا فلز) […]
 23 دی 1403
23 دی 1403
نسوز ساختمان فولادی فولاد به دلیل استحکام، دوام و مقاومت در برابر فرسایش یکی از رایج ترین مصالح مورد استفاده در ساخت و سازهای مدرن است. با این حال، فولاد زمانی که در هنگام آتش سوزی در معرض دمای بالا قرار می گیرد، می تواند استحکام خود را از دست بدهد. این می تواند منجر […]
 7 فروردین 1403
7 فروردین 1403
جوشکاری پلاستیک جوشکاری پلاستیک یک فرآیند ساخت است که مواد گرمانرم را با استفاده از حرارت به یکدیگر متصل می کند. این به یک ابزار ضروری در ساخت و مهندسی تبدیل شده است زیرا بر برخی مشکلات مربوط به روش های جوشکاری سنتی غلبه می کند . اصطلاح جوش به طور کلی با اتصال قطعات فلزی مرتبط […]


