
ماشینکاری تخلیه الکتریکی یک فرآیند ساخت غیر تماسی است که در آن شکل مورد نظر با استفاده از تخلیه الکتریکی به دست می آید. زمانی که روشهای ماشینکاری سنتی به محدودیتهای خود رسید، مهندسان اغلب مجبورند به EDM مراجعه کنند.
از آغاز انقلاب صنعتی، قابلیتهای فرآیندی ما طراحی محصولات ما را محدود کرده است. اولین چیزی که بعد از و گاهی در مرحله طراحی محصول بررسی می کنیم این است که آیا فرآیند تولید انتخاب شده با مشخصات مورد نظر ما مطابقت دارد یا خیر.
ماشینکاری تخلیه الکتریکی (EDM) این امر را به طور اساسی تغییر می دهد. برخلاف فرآیندهای معمولی مانند ریختهگری، شکلدهی و سایر فرآیندهای ماشینکاری معمولی، EDM میتواند با استفاده از ورودیهای دیجیتال به سطوح بسیار بالایی از کمال دست یابد.
در این مقاله، فرآیند EDM و انواع مختلف آن را بررسی خواهیم کرد. همچنین مزایا و محدودیت های مختلف آن را مورد بحث قرار خواهیم داد. برای درک عمیقتر فرآیندهای مختلف EDM و فهمیدن اینکه کدام یک برای نیازهای شما بهترین است، به خواندن ادامه دهید. در صنعت واشر اصفهان میتوانید با کیفیت ترین قطعات و فرآورده های نسوز را پیدا کنید! از جمله نخ نسوز
ماشینکاری تخلیه الکتریکی یک فرآیند تولید تفریقی مبتنی بر حرارت است. تخلیه الکتریکی را به انرژی حرارتی تبدیل می کند که مواد اضافی را از قطعه کار ذوب یا تبخیر می کند.
این فرآیند این فرسایش را برای ایجاد برش ها و شکل های مطلوب از مواد خام دستکاری می کند. به دلیل استفاده از تخلیه الکتریکی، این فرآیند گاهی اوقات به عنوان ماشینکاری جرقه ای نیز شناخته می شود.
از آنجایی که این فرآیند مبتنی بر رسانش الکتریسیته از طریق مواد است، فقط با موادی کار می کند که رسانای خوبی هستند. این فرآیند بدون در نظر گرفتن سختی یا نرمی ماده تا زمانی که رسانایی الکتریکی خوبی داشته باشد، در برشهای با دقت بالا بسیار قابل اعتماد است .
در نتیجه، ما می توانیم از EDM برای برش مواد با سختی بالا مانند Inconel و کاربید تنگستن استفاده کنیم. مهندسان همچنین زمانی که نیاز به برش اشکال پیچیده دارند که با روش های سنتی مانند فرز امکان پذیر نیست، به EDM روی می آورند . ویژگی هایی مانند لبه های داخلی تیز و حفره های عمیق منحصر به ماشینکاری تخلیه الکتریکی است.
این فرآیند از دو بخش اصلی تشکیل شده است: الکترود و قطعه کار/مواد. هر کدام به یک سر منبع تغذیه متصل هستند. الکترود یک طرف بار را حمل می کند و قطعه کار طرف دیگر بار را حمل می کند.
هنگامی که این دو به هم نزدیک می شوند، یک جرقه الکتریکی داغ سفید از الکترود به قطعه کار می پرد که دلیل آن اختلاف پتانسیل زیاد بین این دو است. این باعث ایجاد دمای بین 8000 تا 12000 درجه سانتیگراد در شکاف جرقه می شود که باعث ذوب شدن مواد و در نتیجه فرسایش می شود.
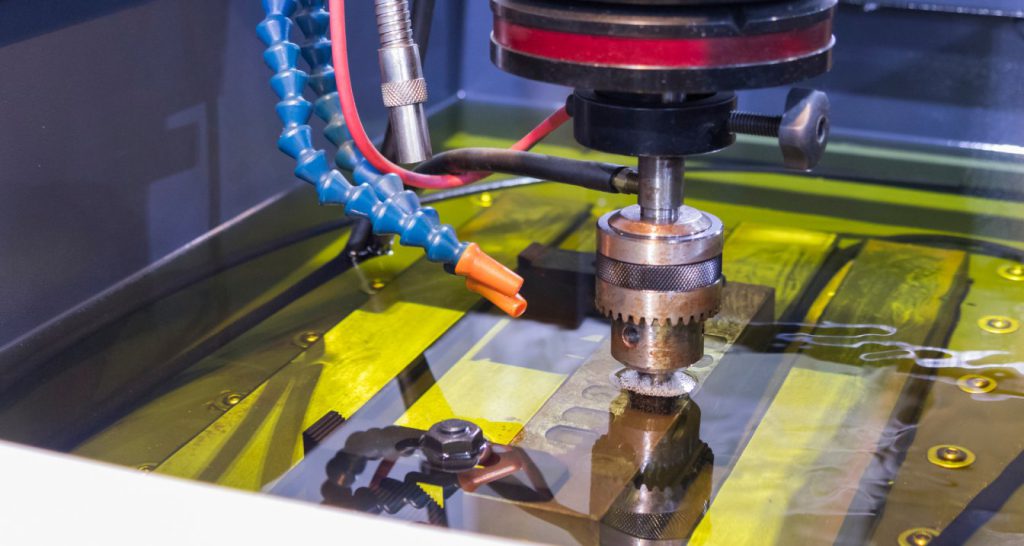
چنین دماهای بالایی استفاده از یک سیال عایق یا دی الکتریک را ضروری می کند . الکترود و قطعه کار در طول مدت فرآیند در سیال دی الکتریک غوطه ور می شوند.
سیال دی الکتریک جرقه الکتریکی را کنترل می کند. همچنین به عنوان خنک کننده فرآیند عمل می کند و ذرات ریز را که در این فرآیند فرسایش می یابند، دفع می کند.
ذرات فرسایش یافته می توانند اندازه 2 میکرون یا کوچکتر داشته باشند. برای چشم انداز، موی انسان ضخامت 70 میکرون (+/- 20 میکرون) دارد. ذرات فرسایش یافته آنقدر ریز هستند که با اندازه ذرات گرد و غبار و دود قابل مقایسه هستند. بنابراین، ما می توانیم از طریق EDM به درجات بالایی از دقت دست یابیم.
توجه به این نکته ضروری است که کل فرآیند کاملاً خودکار و CNC کنترل می شود . بدون دخالت انسانی فرآیند یک قطعه حتی می تواند به طور خودکار از مدل های ایجاد شده در برنامه های 3D CAD تولید شود .
بسته به شکل الکترود و تنظیم فرآیند، میتوانیم به اشکال و درجات مختلفی از دقت مواد خام دست یابیم. بر این اساس، میتوانیم فرآیندهای EDM را به سه نوع مجزا طبقهبندی کنیم. اینها هستند:
فرآیند EDM دای سینکینگ از قالبی به شکل منفی برش مورد نظر به عنوان الکترود استفاده می کند. این قالب در حضور یک سیال دی الکتریک در تماس قرار می گیرد یا در قطعه کار فرو می رود. این یک تصور منفی از قالب در قطعه کار از طریق یک سری تخلیه الکتریکی بین الکترود و قطعه کار ایجاد می کند.
تصور کنید که یک جسم فلزی را در خاک رس فشار دهید. خاک رس شکل منفی جسم فلزی را به خود می گیرد. فرآیند دای سینک EDM به همین ترتیب عمل می کند.
هنگامی که مردم در مورد ماشینکاری تخلیه الکتریکی صحبت می کنند، این فرآیندی است که به طور کلی به آن اشاره می شود. این فرآیند EDM معمولی است که به عنوان EDM نوع حفره، حجمی، رام یا سینک نیز شناخته می شود.
در EDM نوع حفره ای، انتخاب ماده الکترود به هدایت الکتریکی و مقاومت در برابر فرسایش یک ماده بستگی دارد. هر چه هر دو بالاتر باشند، بهتر است. در نتیجه این الکترودها عموما از گرافیت یا مس ساخته می شوند. با این حال، ماشین کاری گرافیت آسان تر است. هزینه های مربوط به ماشینکاری الکترود می تواند پرهزینه باشد مگر اینکه حجم تولید بالاتر بتواند آن را توجیه کند.
با این روش، سازندگان می توانند ویژگی های پیچیده ای (مانند گوشه های داخلی تیز) ایجاد کنند که از طریق خدمات ماشینکاری CNC امکان پذیر نیست.
در فرآیند EDM سیم از یک سیم نازک مو به جای قالب به عنوان الکترود برای فرآیند استفاده می شود. سیم بار الکتریکی را به مواد هدایت می کند و باعث فرسایش میکروسکوپی مواد در مکان های مورد نظر می شود.
کار شبیه تیغه اره نواری است. سیم از مواد عبور می کند و برش های عمودی را در دو بعد ایجاد می کند. قطر سیم از 0.05 میلی متر تا 0.35 میلی متر متغیر است.
سیم معمولاً از مس یا برنج ساخته می شود و بین راهنماهای الماس نگه داشته می شود. از آنجایی که سیم در طول فرآیند می سوزد، سیم تازه به طور مداوم از یک قرقره در طول فرآیند برش کشیده می شود تا دقت و دقت قطعات تمام شده حفظ شود.
با این حال، دستیابی به گوشه های داخلی تیز با این فرآیند دشوار است. این به این دلیل است که شکاف جرقه بین سیم و ماده به جای عمود بودن کامل، گوشه های داخلی با شعاع کوچک حدود 0.15 میلی متر ایجاد می کند.
به طور معمول، فرآیند برش سیم EDM از یکی از لبه های قطعه کار شروع می شود. اما شروع فرآیند ماشینکاری از مرکز قطعه کار نیز امکان پذیر است.
در این حالت، یک سوراخ در مرکز قطعه کار با استفاده از فرآیندی به نام EDM حفاری سوراخ کوچک ایجاد می شود. سپس سیم از سوراخ عبور می کند و برش می تواند آغاز شود.
مهندسان از سیم EDM برای ایجاد اشکال فوقالعاده پیچیده با تلورانسهای بسیار کم استفاده میکنند. در صورت نیاز، می توان از دستگاه های EDM سیمی برای ساخت قطعات مینیاتوری برای ساعت ها و سایر کاربردها استفاده کرد.
حفاری سوراخ EDM نوع خاصی از فرآیند EDM است که از الکترودهای لوله ای برای سوراخ کردن حفره های کوچک و عمیق به مواد مناسب استفاده می کند. اصل کار مانند سایر فرآیندهای EDM باقی می ماند، اما سیال دی الکتریک از طریق خود الکترود به محل ماشینکاری عرضه می شود.
سنگ زدایی بخش قابل توجهی از هزینه های ساخت را تشکیل می دهد. در فرآیند EDM حفاری سوراخ، هیچ سوراخی وجود ندارد که مزیت قابل توجهی نسبت به فرآیندهای ماشینکاری سنتی است.
حفاری سوراخ EDM کاربردهای بسیار خاصی دارد که در آن حفره های پیچیده در یک محصول مورد نیاز است. به عنوان مثال، در طراحی و ساخت کانالهای خنککننده پیچیده در پرههای توربین با دمای بالا بسیار مؤثر بوده است.
ماشینکاری تخلیه الکتریکی بهترین جایگزین برای استفاده در مواقعی است که روشهای ماشینکاری سنتی در ماشینکاری مواد رسانای الکتریکی به حد مجاز خود میرسند.
یک دستگاه EDM می تواند هر ماده رسانا را بدون در نظر گرفتن سختی یا نرمی آن برش دهد. از آنجایی که همه فلزات تا حدی الکتریسیته را هدایت میکنند، میتوانیم فهرست طولانیای از فلزات را با استفاده از EDM ماشینکاری کنیم. برخی از موادی که EDM برای آنها استفاده می شود عبارتند از مس، برنز، تنگستن، فولاد (کربن، آلیاژ بالا، فولاد ضد زنگ و سخت شده)، اینکونل، تیتانیوم و غیره.
تا آنجایی که صنایع پیش می روند، EDM در طیف وسیعی از آنها از خودرو گرفته تا هوافضا کاربرد دارد. استفاده از EDM برای قطعات دندانی رایج بوده است اما در حال حاضر به طور فزاینده ای در ساخت پروتز، ایمپلنت و ابزار جراحی کاربرد دارد.
ویژگی های منحصر به فرد ماشینکاری تخلیه الکتریکی آن را برای قطعات و ویژگی هایی مانند:
ماشینکاری با تخلیه الکتریکی مزایای زیادی نسبت به روشهای ماشینکاری سنتی دارد. برخی از این مزایا برای EDM منحصر به فرد هستند در حالی که برخی دیگر در روش های جدیدتر مانند واترجت و برش لیزر یافت می شوند. اجازه دهید نگاهی به برخی از این موارد بیندازیم:
ماشینکاری تخلیه الکتریکی یکی از بالاترین دقت ها را در بین فرآیندهای تولید مدرن ارائه می دهد. یک راهاندازی معمولی میتواند دقتی تا 0.025 میلیمتر ارائه دهد، اما دستگاههای ویژه EDM وجود دارند که میتوانند تا 0.005 میلیمتر بروند.
دقت برای یک قطعه خاص به عواملی مانند ویژگی های مواد، زمان ماشینکاری و درجه پرداخت سطح مورد نظر بستگی دارد.
با EDM امکان توسعه و ساخت اشکال بسیار پیچیده و پیچیده وجود دارد. این اشکال با روش های سنتی بسیار دشوار و حتی غیرممکن خواهد بود.
برشهای EDM دارای جهت صفر هستند و هیچ علامت ماشینکاری باقی نمیگذارند مگر اینکه زمان ماشینکاری زیر یک آستانه مشخص کاهش یابد.
پرداخت با کیفیت بالا به دلیل سرعت کم حذف مواد است. تنها ذرات ریز در یک زمان حذف می شوند و به EDM اجازه می دهد تا سطح صافی را باقی بگذارد که برای یک سطح رضایت بخش نیازی به درمان اضافی ندارد.
با توجه به اینکه بیشتر فلزات رسانای خوب الکتریسیته هستند، EDM با طیف وسیعی از مواد کار می کند.
هیچ ابزار برشی در فرآیند EDM وجود ندارد. بنابراین قطعه کار تحت هیچ نیروی مکانیکی یا فشاری قرار نمی گیرد. حتی مواد بسیار نرمی که معمولاً در معرض آسیب یا شکستن در اثر فشار ابزار برش هستند، میتوانند بدون هیچ خطری از طریق ماشینکاری تخلیه الکتریکی ماشینکاری شوند.
هیچ فرآیند تولیدی بدون محدودیت انجام نمی شود. همیشه معاوضه هایی وجود دارد. معایب استفاده از EDM به شرح زیر است:
عمر الکترود ابزار در EDM محدود است. مانند قطعه کار مستعد فرسایش است. این می تواند باعث ایجاد مشکلاتی در ایجاد ویژگی هایی مانند گوشه های داخلی تیز شود زیرا عمر ابزار در طول زمان بدتر می شود.
توصیه می شود برای قطعات قابل اعتماد به طور مرتب الکترود را تعویض کنید. هزینه الکترودها بسته به پیچیدگی و سرعت جایگزینی فرآیند بر امکان سنجی فرآیند تأثیر می گذارد. اما اگر تعداد قطعات ساخته شده زیاد باشد این هزینه تا حدودی جذب می شود.
EDM یک فرآیند انرژی فشرده است. برای ماشینکاری موثر به جریان بالایی با نرخ ثابت نیاز دارد. سیستم قدرت و تغذیه باید برای کاربردهای مختلف EDM تنظیم شوند.
به عنوان مثال، دایک سینک EDM از یک سیستم قدرت ترانزیستوری استفاده می کند زیرا سایش ابزار کمتری دارد. Wire EDM از یک سیستم قدرت خازنی کنترل شده با ترانزیستور استفاده می کند زیرا خطر پارگی سیم کمتری دارد. EDM حفاری سوراخ معمولاً از یک سیستم قدرت خازنی به دلیل نرخ حذف مواد و ثبات فرآیند بالاتر استفاده می کند.
میزان مصرف به ساختار ابزار ماشینکاری و پارامترهای ماشینکاری بستگی دارد. معمولاً هنگام ماشینکاری فولاد AISI P20 بین 5 تا 8 کیلو وات است.
این فرآیند نمی تواند با هادی های الکتریکی ضعیف کار کند. ما نمی توانیم مواد معمولی مانند پلاستیک، کامپوزیت و شیشه را ماشین کنیم.
توسعه منطقه متاثر از گرما می تواند یک نگرانی باشد اما گسترش و تأثیر آن بر ریزساختار بسیار کمتر از روش های ماشینکاری جایگزین است.
تحقیقات نشان می دهد که میزان توسعه HAZ با مواد متفاوت است. اما در همه موارد، عوامل کنترلی مانند مقدار گرمای موجود، رسانش و عمل خنک کنندگی آن می تواند به طور قابل توجهی باعث کاهش رشد HAZ شود.
هنگام نیاز به ایجاد یک قطعه EDM چندین چیز وجود دارد که باید در نظر داشته باشید. نکات زیر به شما کمک می کند تا هزینه قطعه EDM خود را کاهش دهید و در عین حال طراحی را نیز به خطر نیندازید.
 21 تیر 1404
21 تیر 1404
چاپ سهبعدی در باستانشناسی اگرچه چاپ سهبعدی بیشتر با تولید صنعتی و نمونهسازی شناخته میشود، اما در سالهای اخیر توجه ویژهای به کاربرد آن در بازسازی، مرمت و حفظ آثار باستانی جلب شده است. فناوری ساخت افزایشی (Additive Manufacturing) این امکان را فراهم کرده تا اشیای تاریخی را بهصورت دیجیتال ثبت و بازتولید کنیم—بدون آنکه […]
 11 خرداد 1404
11 خرداد 1404
انواع اند میلهای فرز چیست؟ اند میلها (End Mills) بسته به شکل، تعداد شیارها، مادهٔ هستهای و پوششهای اعمالشده، به چندین دسته تقسیم میشوند. هر یک از این متغیرها بر عملکرد برش، تخلیه تراشه، سایش ابزار و کیفیت کلی پرداخت سطح قطعه نهایی تأثیر میگذارد. با انتخاب نوع مناسب ابزار، میتوانید عملیاتهای مختلفی مانند ایجاد […]



