
ریختهگری گریز از مرکز یک فرآیند ریختهگری متمایز است که از انرژی جنبشی قالبهای چرخان برای شکل دادن فلز مذاب به محصولات استوانهای استفاده میکند. این فرآیند قابلیت اطمینان و دقت بالایی را ارائه می دهد و در سناریوهای تولید انبوه مقرون به صرفه است.
در این مقاله، فرآیند ریختهگری گریز از مرکز را بررسی میکنیم تا عملکرد آن، انواع آن و مزایای آن را درک کنیم.
ورق نسوز گالوانیزه: ورق های سقف فلزی بهترین انتخاب بعدی برای هر مکانی هستند. یک ورق فلزی گالوانیزه به عنوان ماده مقاوم در برابر آتش است.
ریخته گری گریز از مرکز یک فرآیند ریخته گری فلز است که از قالب ریسندگی برای تولید محصولات استوانه ای مانند لوله ها و لوله ها استفاده می کند. در طی این فرآیند، فلز مذاب در قالب ریسندگی ریخته می شود. همانطور که فلز به درون قالب چرخان جریان می یابد، نیروی گریز از مرکز آن را به طور یکنواخت در طول قطر داخلی قالب توزیع می کند.
ضخامت ریخته گری را می توان با تنظیم مقدار فلز ریخته شده در سیلندر به دقت کنترل کرد. فلز مایع از سطح بیرونی در تماس با سیلندر شروع به خنک شدن و جامد شدن می کند.
در حالی که سیلندرها را می توان از طریق روش های دیگر ریخته گری کرد، آنها محدودیت هایی در اندازه، تحمل ، استحکام درز و مقاومت در برابر خوردگی دارند . تشکیل حفره های داخلی به هسته نیاز دارد و قسمت نهایی ممکن است مسائلی مانند تخلخل گاز، اکسیدها و آخال های غیرفلزی را نشان دهد.
از طرف دیگر ریخته گری گریز از مرکز هیچ محدودیتی در طول قطعه تمام شده ندارد. این امکان ریخته گری قطعات بسیار طولانی را با دقت و قوام قابل توجه می دهد. اکثر ماشینها میتوانند لولههایی تا طول ۱۵ متر (۴۹ فوت) با قطر حداکثر ۶ متر (۲۰ فوت) تولید کنند. ضخامت دیوار می تواند از 2.5 میلی متر (0.1 اینچ) تا 125 میلی متر (~5 اینچ) متفاوت باشد.
این فرآیند برای سیلندرهای جدار نازک بهترین کار را دارد، اما میتواند برای کاربردهای دیواره ضخیم مانند چرخ دنده، بلبرینگ ، چرخهای واگن راهآهن و موارد دیگر نیز استفاده شود. ریخته گری گریز از مرکز همچنین می تواند اشکال غیر دایره ای با شعاع تقریباً ثابت ایجاد کند.
ریخته گری چند لایه یکی دیگر از ویژگی های منحصر به فرد ریخته گری گریز از مرکز است. در این روش ریخته گری، دو ماده غیر مشابه را می توان با هم ترکیب کرد تا یک ریخته گری گریز از مرکز چند لایه را تشکیل دهد. این کاربردهای زیادی در چندین صنعت پیدا می کند. به عنوان مثال، لوله های فولادی را می توان در داخل یا خارج با بتن پوشش داد تا مقاومت در برابر خوردگی و مقاومت فشاری آنها افزایش یابد.
کاربردهای رایج فرآیند ریختهگری گریز از مرکز در بخشهای لولهکشی، هوافضا، خودرو و بخشهای نظامی است. برخی از محصولات متداول ساخته شده با استفاده از این فرآیند عبارتند از: آسترهای سیلندر موتور، جعبه های کمپرسور جت، لوله های فلزی، چرخ های واگن راه آهن، یاتاقان ها و بسیاری دیگر از قطعات لوله ای در کاربردهای با قابلیت اطمینان بالا.
ریخته گری گریز از مرکز یک فرآیند نسبتاً ساده است. اغلب، این فرآیند برای ایجاد محصولات با اندازه استاندارد به جای محصولات خاص استفاده می شود. استانداردسازی به فرآیند اجازه می دهد تا از صرفه جویی در مقیاس استفاده کند و هزینه قطعات را کاهش دهد .
بیایید یک فرآیند معمولی ریخته گری گریز از مرکز، مراحل آن و اهمیت آنها را بررسی کنیم. چهار مرحله به شرح زیر است:
آماده سازی قالب با تمیز کردن سطح داخلی قالب برای حذف آلودگی ها و زباله های استفاده قبلی آغاز می شود. پس از تمیز شدن، موتورهای مسئول چرخاندن قالب روشن می شوند.
مقدار نیروی وارد شده به فلز مذاب متناسب با قطر قالب و دور چرخش در دقیقه است. به طور معمول، یک قالب دارای سرعت چرخشی بین 300 تا 3000 RPM است. نیروی گریز از مرکز تولید شده توسط این سرعت های بالا می تواند تا 100 برابر نیروی گرانش برسد.
سپس نوبت به پیش گرم کردن و استفاده از دوغاب سرامیکی به سطح داخلی قالب می رسد. گرما دوغاب سرامیکی را خشک و سخت می کند و از چسبیدن پوشش نسوز به سطح قالب اطمینان می دهد.
دوغاب سرامیکی برای محافظت از قالب و تسهیل برداشتن ریخته گری پس از انجماد ضروری است. یک دوغاب ایده آل همچنین سطح صاف تری را برای قطعه فراهم می کند.
این فلز در یک کوره خارجی ذوب شده و با استفاده از ملاقه در حوضچه ریخته گری دستگاه ریخته گری ریخته می شود. سپس حوضچه ریختن فلز را از طریق یک دهانه به مرکز قالب منتقل می کند. نیروهای گریز از مرکز بالا تضمین می کند که محصول نهایی فاقد حفره یا حفره های گاز است.
نیروی گریز از مرکز نیز اجزای کم و چگالی بالا را در فلز مذاب جدا می کند. تمام ناخالصی ها به دلیل چگالی کمتر به سمت قطر داخلی فلز مذاب شناور می شوند. این منجر به افزایش چگالی فلز مذاب در قطر بیرونی نسبت به قطر داخلی می شود.
ریخته گری فلز در مرحله سرد شدن سریع به طور مداوم می چرخد تا زمانی که دمای آن کمتر از محدوده انتقال باشد. خنک سازی در ریخته گری گریز از مرکز از قطر خارجی به سمت قطر داخلی شروع می شود. این نوع انجماد کنترل شده در ریخته گری به انجماد جهت دار نیز معروف است.
انجماد جهت دار مزایایی مانند بهبود ساختار دانه، غلظت کمتر ناخالصی ها و توسعه ریزساختارهای مفید را ارائه می دهد. انقباض انجماد همیشه در دیواره داخلی محصول نهایی در ریخته گری گریز از مرکز رخ می دهد.
هنگامی که انجماد کامل شد، در صورت عدم نیاز به عملیات حرارتی ، ریخته گری با استفاده از تجهیزات استخراج از قالب خارج می شود . در برخی موارد، قبل از برداشتن قالب فولادی، قالب در معرض بازپخت قرار می گیرد.
سپس برای عملیات تکمیلی ارسال می شود. ناخالصیها و مواد سبکتر که در مرحله دوم به سمت داخل شناور شدهاند، اکنون ماشینکاری شدهاند و یک قطعه قوی و بدون نقص با خواص مکانیکی عالی باقی میمانند. قسمت بیرونی به منظور حذف هر گونه اثری از مواد نسوز با شات بلاست انجام می شود.
بازرسی های بصری و ابعادی نیز در این مرحله انجام می شود.
فرآیندهای ریخته گری گریز از مرکز را می توان به روش های مختلفی طبقه بندی کرد. یکی از روش ها بر اساس ماهیت فرآیند ریخته گری است، جایی که آنها به فرآیندهای ریخته گری گریز از مرکز واقعی، ریخته گری نیمه گریز از مرکز و فرآیندهای سانتریفیوژ تقسیم می شوند. روش دوم و متداول تر، طبقه بندی آنها بر اساس جهت گیری قالب، یعنی فرآیندهای ریخته گری گریز از مرکز افقی و عمودی است.
فرآیندهای بین دو روش طبقه بندی می توانند همپوشانی داشته باشند. به عنوان مثال، یک ریخته گری گریز از مرکز واقعی ممکن است شامل یک فرآیند ریخته گری گریز از مرکز افقی یا عمودی باشد.
فرآیند ریخته گری گریز از مرکز واقعی محبوب ترین نوع فرآیند ریخته گری گریز از مرکز است. این همان فرآیندی است که در بخش قبل توضیح داده شد. برخلاف سایر فرآیندها، این روش شامل سیستم دروازه ای نمی شود. این ماده مستقیماً در قالب استوانه ای ریخته می شود و در آنجا با سطح داخلی قالب تماس می گیرد و به طور یکنواخت پخش می شود.
روش ریختهگری نیمه گریز از مرکز مشابه فرآیند ریختهگری گریز از مرکز واقعی است، با این تفاوت که روش اولی بر خلاف فرآیند دوم که فقط اشکال لولهای ایجاد میکند، ریختهگری جامد ایجاد میکند. این دستگاه تولید قطعات جامد مانند پره، چرخ دنده و قرقره را انجام می دهد.
مواد دور از محور چرخشی در مقایسه با مواد اطراف محور متراکم تر است. ناخالصی ها نیز به دلیل چگالی کم، حول محور جمع می شوند. پس از انجماد، مواد حول محور ماشینکاری میشوند تا فضایی برای محوری که قطعه تولید شده روی آن بچرخد باز شود.
ریخته گری نیمه گریز از مرکز محصولی را در اختیار ما قرار می دهد که دارای خواص مکانیکی عالی و عاری از ناخالصی است.
سانتریفیوژ یک شکل منحصر به فرد از روش ریخته گری گریز از مرکز است که از نیروهای گریز از مرکز برای پر کردن قالب های معمولی به جای فشار اعمال شده استفاده می کند. در این فرآیند از یک قالب دوار با اسپرو مرکزی در محور استفاده می کنیم. اسپرو مواد مذاب را هنگام چرخش به داخل قالب دوار هدایت می کند.
نیروی گریز از مرکز ناشی از چرخش ها، فلز مذاب را به سمت بیرون و به داخل حفره هایی که در امتداد محیط پخش شده اند، می راند. این فرآیند شامل تمام اجزای سیستم دروازه مانند اسپرو، رانر، گیت و رایزر می شود.
حرکت چرخشی قالب، مواد را به داخل قالب هل می دهد تا زمانی که توزیع و انجماد کامل اتفاق بیفتد. فرآیند سانتریفیوژ برای محصولات با اندازه کوچک مانند جواهرات، آستین ها و بوش ها استفاده می شود.
هنگام طراحی قالب برای ریختهگری گریز از مرکز، میتوانیم آن را به صورت عمودی یا افقی تراز کنیم. هر گرایش مزایا و محدودیت های خود را دارد:
ریخته گری گریز از مرکز افقی به فرآیند ریخته گری اطلاق می شود که در آن محور چرخش قالب با زمین موازی است. چیدمان محور افقی امکان تولید قطعات ریخته گری با نسبت طول به قطر بسیار بالا را فراهم می کند. ریخته گری گریز از مرکز افقی یک روش مقرون به صرفه است که نتایج با کیفیت بالا ارائه می دهد.
برخی از محصولات رایج ساخته شده با استفاده از فرآیند گریز از مرکز افقی عبارتند از لوله های چدن داکتیل، لوله های اصلاح کننده، رول های کوره، آستین ها و پوسته های غلتکی.
در ریخته گری گریز از مرکز عمودی، قالب در امتداد محور عمودی، عمود بر زمین می چرخد. این تکنیک بیشتر برای محصولاتی با نسبت طول به قطر کوتاه مناسب است. به طور معمول، طول باید کمتر از دو برابر عرض محصول باشد تا نتایج بهینه در ریخته گری گریز از مرکز عمودی باشد.
اثر گرانش باید در ریخته گری های گریز از مرکز عمودی در نظر گرفته شود، زیرا در غیاب نیروی گریز از مرکز کافی می تواند منجر به اعوجاج شود.
برخی از نمونههای محصولات ساخته شده با این فرآیند تولید عبارتند از بلبرینگ، چرخ دنده و قرقره.
ریخته گری گریز از مرکز نوع خاصی از فرآیند ریخته گری است که مزایای منحصر به فردی را در مقایسه با سایر فرآیندهای ریخته گری ارائه می دهد:

هر فرآیند تولید محدودیت های خود را دارد، ریخته گری گریز از مرکز تفاوتی ندارد:
 11 دی 1402
11 دی 1402
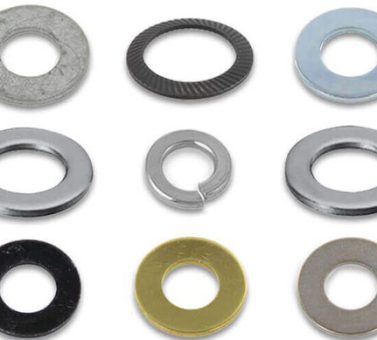
کاربرد انواع واشر انواع واشر بر اساس کاربرد، ساختار، استاندارد و ابعاد تولید و توزیع می شوند. از جمله واشرها می توان به مدل های فنری، استاندارد، گرد جامد و مربع مایل اشاره کرد. واشرها حلقه های فلزی یا پلیمری هستند که در اتصالات و صنعت مورد استفاده قرار می گیرند و برای افزایش اصطکاک […]
 20 تیر 1402
20 تیر 1402
نخ نسوز فایبرگلاس یا مقاوم در برابر آتش به عنوان یکی از مواد پرکاربرد در صنایع مختلف شناخته می شود. این نخ از الیاف شیشه ای ساخته شده و با ویژگی هایی مانند مقاومت در برابر حرارت، خوردگی و ضربه بالا، سبکی و استحکام کششی مورد توجه سازندگان صنایع مختلف قرار گرفته است. ویژگی های […]
 6 مهر 1403
6 مهر 1403
مزایا و معایب برش لیزری برش اساسی ترین و پرکاربردترین فرآیند در ساخت فلز است. برش لیزری به دلیل مزایای فراوانی که نسبت به روش های دیگر دارد، فناوری مورد استفاده برای انجام چنین کارهایی در صنعت است. در عین حال، چند جنبه منفی نیز دارد. بنابراین بیایید آن ویژگی ها و معایب عالی را با دقت بیشتری […]


