جوشکاری زیرپودری یک فرآیند صنعتی استاندارد است که در آن قوس بین قطعه کار و الکترود تشکیل می شود. در سال 1935 توسط مؤسسه جوشکاری EO Paton در کیف، اوکراین به عنوان نیروی محرکه جنگ جهانی دوم اختراع شد. یکی از قابل توجه ترین کاربردهای این اختراع تانک نظامی T34 است .
در حالی که این فناوری جوش تقریباً یک قرن است که وجود داشته است، هنوز یک انتخاب ضروری برای بسیاری از صنایع است. صنعت واشر اصفهان تولید کننده انواع مواد نسوز و واشرالات صنعتی مانند ورق لاستیکی در اصفهان است.

جوشکاری با قوس زیرپودری (SAW) یک روش جوشکاری است که در آن مانند سایر فرآیندهای جوشکاری قوس الکتریکی، فلزات پایه با تشکیل قوس الکتریکی بین قطعه کار و الکترود به یکدیگر متصل می شوند.
عنصر تعیین کننده فرآیند SAW این است که چگونه از فلز جوش در برابر آلودگی جوی محافظت می کند. در جوشکاری زیرپودری از یک لایه شار پودری استفاده می شود که در حین ایجاد یک جوش صاف و تمیز، محافظ و سرباره ایجاد می کند. روشهای دیگر از گاز محافظ ( جوشکاری MIG/TIG )، سیم با هسته شار ( FCAW )، الکترود با پوشش شار ( SMAW )، یا محیط کنترلشده ( جوشکاری پلاسما ) برای محافظت از جوش استفاده میکنند.
جوش قوس زیرپودری با استفاده از پوششی از شار دانهبندی شده، جوشهای ثابتی ایجاد میکند. به همین دلیل، فرآیند را می توان تنها در موقعیت هایی که صاف و افقی هستند ، با پیشروی جوش با حرکت دادن سیستم جوش یا قطعه کار انجام داد.
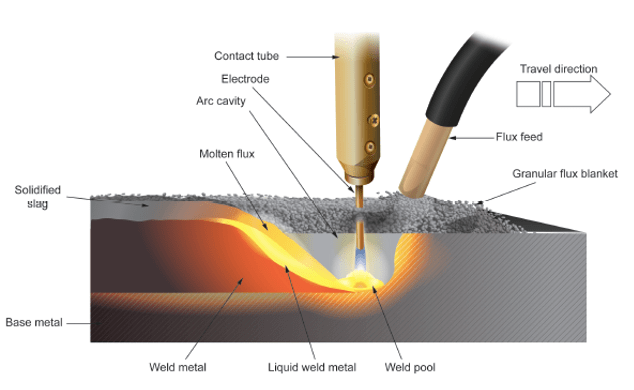
فلاکس به صورت دستی یا با استفاده از قیف فلاکس وارد مفصل می شود. یک الکترود منفرد یا سیستم الکترود چند سیمی در ناحیه کار قرار می گیرد که توسط پتوی شار احاطه شده است. پارامترهایی مانند جریان جوشکاری، ولتاژ قوس الکتریکی و سرعت تغذیه سیم بسته به نوع فلز ، ضخامت آن و خواص مکانیکی مورد نظر تنظیم می شود . جریان الکتریکی به الکترودها وارد می شود و گرمای شدیدی تولید می کند که مواد پایه و سیم پرکننده را به مهره ذوب و ذوب می کند.
فلز مذاب سرد می شود و جوش های یکنواخت قوی و شار دانه ای قابل استفاده مجدد در سطح و سرباره زیر آن ایجاد می کند. یک قیف شار قابل استفاده مجدد را جمع آوری می کند، در حالی که سرباره معمولاً به صورت دستی جدا می شود.
SAW نسبت به سایر فرآیندها جوش هایی با کیفیت بالا با عیوب جوش کمتر تولید می کند. با این حال، این بدان معنا نیست که نقص هرگز رخ نخواهد داد. هنگامی که آنها این کار را انجام می دهند، به طور کلی به پارامترهای جوشکاری که به اشتباه تنظیم شده اند مربوط می شود.
شار دانه ای درون قیف معمولاً از اکسیدهای آلومینیوم، کلسیم، منیزیم، منگنز، سیلیکون، تیتانیوم و زیرکونیوم تشکیل شده است. این ترکیب با نوع الکترود مناسب است تا خواص مورد نظر فلز را بدست آورد زیرا در هنگام ذوب شدن واکنش شیمیایی می دهد.
شار پیوندی با خشک کردن ترکیب و پخت آهسته آن معمولاً با ترکیبی مانند سیلیکات سدیم تولید می شود. به عنوان یک مزیت، شار پیوندی میتواند حاوی عناصر آلیاژی باشد که انعطافپذیری را برای برخی کاربردها و محافظت در برابر زنگ زدگی ارائه میدهد.
شار ذوب شده از ذوب ترکیب در داخل یک کوره الکتریکی تولید می شود. شار مذاب با جامد شدن به ذرات همگن تبدیل می شود. برای ایجاد جوش های ثابت در امتداد مهره بسیار عالی است.
SAW از یک قرقره سیم برای تغذیه الکترود سیم به داخل جوش استفاده می کند. ضخامت سیم معمولاً بین 1.6 تا 6 میلی متر است . الکترودها ممکن است به شکل سیم جامد، پیچ خورده یا هسته ای باشند و ممکن است با استفاده از منابع انرژی مختلف کار کنند.
شرایط خاص ممکن است نیاز به استفاده از الکترودهای سیم اصلاح شده و سیستم های الکترود برای دستیابی به مشخصات جوش مورد نظر داشته باشد:
سیستمهای چند سیم معمولاً از سیم سربی برای بهبود نفوذ استفاده میکنند، در حالی که یک سیم عقب برای افزودن پر اضافی و بهبود مشخصات مهره استفاده میشود. سیم های اضافی در سیستم الکترود برای افزودن رسوب بیشتر به حوضچه جوش استفاده می شود.
فرآیند جوشکاری زیر آب با مواد زیر استفاده می شود:
جوشکاری زیرپودری میتواند در خروجیهای توان متعدد عمل کند و به آن اجازه دهد نتایج جوش را دستکاری کند. سیستمهای چند الکترود SAW را قادر میسازد تا سیمها را در منابع مختلف برق اجرا کند تا مشخصات مهره و نفوذ را بهتر کنترل کند.
DCEP بیشترین ثبات و نفوذ را ارائه می دهد، در حالی که DCEN در افزایش نرخ رسوب بهینه است. اجرای این فرآیند جوشکاری در AC حد وسطی است که در آن تعادل بین این دو حاصل می شود.
SAW یکی از فرآیندهای جوشکاری ترجیحی در ساخت مخازن تحت فشار، لوله ها و بویلرها به دلیل استحکام آن در جوشکاری طولی و محیطی است. این عملیات جوشکاری به یک حوضچه جوش صاف از الکترود تغذیه شده پیوسته دست می یابد.
انعطاف پذیری فرآیند SAW به آن اجازه می دهد هم در داخل و هم در فضای باز انجام شود که آن را برای کشتی سازی مناسب می کند. این برای ایجاد جوش های طولانی و مستقیم برای فلزات سنگین که قطعات کشتی را تشکیل می دهند عالی است.
فلزات مورد استفاده در صنعت خودروسازی و نظامی، همراه با سرعت و کارایی که به ارمغان می آورد، برای SAW مناسب هستند. این روش جوشکاری برای اتوماسیون نیز عالی است، با این گزینه که بر اساس ضخامت فلز، جوش های چند گذره یا تک پاس داشته باشد.
فرآیند قوس غوطهور اجازه نفوذ عمیق جوش را میدهد که برای صنعت راهآهن جذاب است.





