
جوشکاری گازی یکی از قدیمی ترین انواع جوشکاری حرارتی است که از اکسیژن و گاز سوخت برای اتصال فلزات استفاده می کند. در یک برهه از زمان، جوشکاری گاز عملاً تنها فرآیندی بود که میتوانست جوشهای باکیفیت را در اکثر فلزات تجاری مورد استفاده ایجاد کند. از آن زمان، فرمهای جوشکاری جدیدتر به دلیل کارآمدتر بودن، ارائه کیفیت بالاتر و در چندین زمینه کلیدی بهتر عمل کردند. مانند جوشکاری اکسی استیلن
با وجود همه اینها، فرآیند جوشکاری گازی به دلیل سادگی و گستره کاربرد گسترده، هنوز جایگاه خود را در بین علاقه مندان و کارگاه های فلزی کوچکتر دارد. با این حال، استفاده از آن در حال حاضر بیشتر به انبار نازک تر و عملیات تعمیر محدود شده است. صنعت واشر اصفهان تولید کننده برتر فرآورده های نسوز مانند ورق نسوز دونیت است.
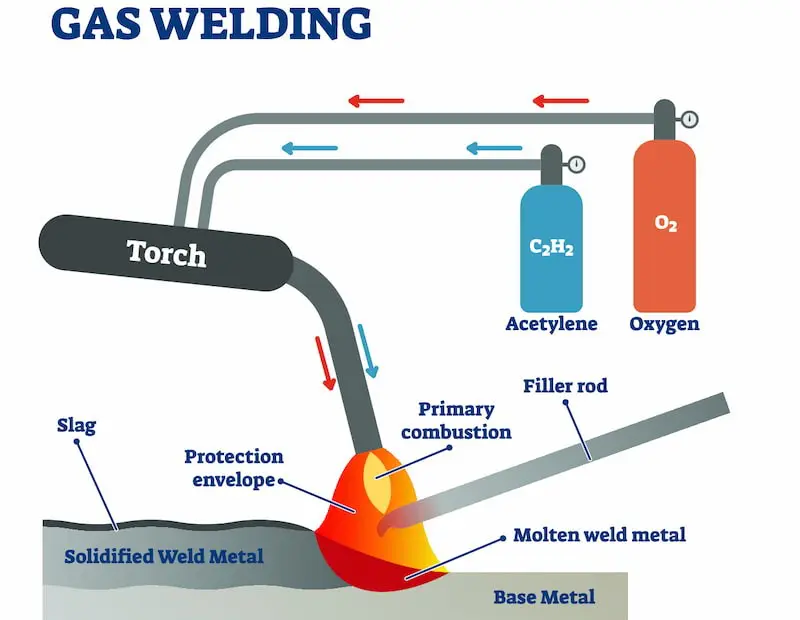
جوشکاری گازی یا جوشکاری با سوخت اکسی استیلن فرآیندی است که از گرمای حاصل از سوزاندن ترکیبی از گازهای مختلف برای ذوب و ذوب فلزات استفاده می کند. اگرچه امکان اتصال قطعات فلزی بدون مواد پرکننده اضافی وجود دارد، استفاده از میله های پرکننده برای تضمین جوش های قوی و بادوام توصیه می شود.
بر خلاف بسیاری از فرآیندهایی که از الکتریسیته برای ایجاد گرما استفاده می کنند (تکنیک های جوشکاری قوس الکتریکی مانند MIG، TIG و SMAW )، شعله حاصل از جوشکاری گاز تنها با سوزاندن مخلوطی از گازها ایجاد می شود. اکسیژن و استیلن بهعنوان ترکیب گاز اولیه در نظر گرفته میشوند، زیرا مؤثرترین آنها در تولید گرما برای جوش فولاد است، بنابراین این فرآیند به عنوان جوشکاری اکسی سوخت یا اکسی استیلن شناخته میشود .
گازهای سوخت دیگری که در این فرآیند استفاده می شوند عبارتند از پروپان، هیدروژن و گاز زغال سنگ. این ترکیبات را می توان برای جوشکاری فلزات غیرآهنی و کاربردهای خاص مانند لحیم کاری و لحیم کاری نقره استفاده کرد.
همین تجهیزات جوش اکسی را می توان برای برش اکسی استیلن با تنظیم مشخصات شعله و افزودن یک ضمیمه برش نسبتاً ارزان استفاده کرد. مشعل برش دارای یک ماشه انفجار اکسیژن است که به سوختن و انفجار فلز مذاب از برش کمک می کند.
در جوشکاری اکسی استیلن از مفهوم تولید گرما از احتراق اکسیژن و گاز سوخت استفاده می شود. منبع گاز ذخیره شده در سیلندرهای فشار بالا از طریق شیلنگ های انعطاف پذیر (یک شیلنگ اکسیژن و یک شیلنگ گاز سوخت) با تنظیم تنظیم کننده های گاز جریان می یابد. گازها در محفظه اختلاط مشعل سوخت اکسی دستی ترکیب شده و از دهانه نوک خارج می شوند. اندازه دهانه نوک جوش عامل مهمی است و بنابراین باید متناسب با کاربرد انتخاب شود.
هنگامی که حرارت به فلز پایه اعمال می شود، به نقطه ذوب (حدود 3200 درجه سانتیگراد) می رسد، که در آن جوش ذوبی رخ می دهد. سایر تکنیکهای جوشکاری که از الکتریسیته استفاده میکنند میتوانند به دمای بالاتری (بیش از 5000 درجه سانتیگراد) برسند، که باعث میشود جوش اکسی استیلن برای فلزات نازک مناسبتر باشد. استفاده از میله های پرکننده اختیاری است و به محدوده پروژه بستگی دارد.
از آنجایی که جوشکاری گاز با مواد قابل احتراق عمل می کند، انجام اقدامات ایمنی مناسب حیاتی است.
نوع شعله جوش نقش مهمی در تعیین اتصال جوش حاصل و خواص آن دارد. مشخصات شعله با تنظیم گاز سوخت و سرعت جریان اکسیژن دستکاری می شود.
مقادیر بالاتر اکسیژن منجر به شعله داغتر می شود که ممکن است باعث تاب برداشتن فلز شود. شعله سردتر زمانی اتفاق میافتد که مقدار گاز سوخت بیشتر از اکسیژن باشد، که ممکن است باعث کاهش کیفیت جوش شود .
مقادیر مساوی از گازهای جوشکاری بر حسب حجم منجر به شعله خنثی می شود. احتراق کامل گاز سوخت و اکسیژن فشرده به این معنی است که خواص فلزات جوش تحت تاثیر قرار نمی گیرد و در عین حال حداقل دود را تولید می کند.
این شعله جوش دارای دو ناحیه است، یک ناحیه داخلی سفید حدود 3100 درجه سانتیگراد و یک ناحیه بیرونی آبی با دمای حدود 1275 درجه سانتیگراد. هنگام جوشکاری فلزاتی مانند چدن، فولاد ملایم و فولاد ضد زنگ، شعله خنثی ترجیح داده می شود.
Carburising به نام شعله کاهنده با تامین مقادیر بالاتر گاز سوخت در مقایسه با اکسیژن خالص به دست می آید. شعله تولید شده دودی بوده و دارای شعله آرامی است که به صورت شیمیایی کاربید فلز را تشکیل می دهد.
سه ناحیه در این شعله تولید می شود: یک ناحیه داخلی سفید (2900 درجه سانتیگراد)، یک منطقه میانی قرمز (2500 درجه سانتیگراد) و یک منطقه بیرونی آبی (1275 درجه سانتیگراد). شعله کربنی برای جوشکاری نیکل، آلیاژهای فولادی و فلزات غیرآهنی ترجیح داده می شود.
شعله های اکسید کننده زمانی تولید می شوند که گاز تامین شده از سیلندر اکسیژن بالاتر از گاز سوخت باشد – اکسیژن اضافی باعث می شود دمای شعله بالاتر از مشعل جوش خارج شود تا شعله خنثی.
این نوع شعله دو ناحیه ایجاد می کند، یک ناحیه داخلی سفید در حدود 3500 درجه سانتی گراد و یک منطقه بیرونی آبی در دمای 1275 درجه سانتی گراد. از شعله اکسید کننده برای جوشکاری فلزاتی مانند برنج، مس، برنز و روی استفاده می شود.
مشعل از سمت راست به سمت چپ مفصل حرکت می کند و نوک آن یک زاویه کار 60 تا 70 درجه با قطعه کار تشکیل می دهد. مواد پرکننده در زاویه 30 تا 40 درجه نسبت به صفحه قرار دارند. سه حرکت از طریق شعله آن همجوشی یکنواخت ایجاد می کند: دایره ای، چرخشی یا پهلو به پهلو.
جوش سمت چپ عمدتاً برای جوشکاری صفحات بدون تراش تا 5 میلی متر، چدن و فلزات غیر آهنی استفاده می شود .
در مقابل جوشکاری به سمت چپ، تکنیک سمت راست از سمت چپ اتصال شروع می شود و به سمت انتهای راست حرکت می کند. زاویه 40-50 درجه بین نوک مشعل و قطعه کار ایجاد می شود، در حالی که میله پرکننده یک زاویه 30-40 درجه با مواد کار ایجاد می کند.
جوشکاری به سمت راست عموماً سریعتر از جوشکاری به سمت چپ است و اعوجاج کمتری دارد و فلز پرکننده مصرف می شود. جوش های متراکم تر و قوی تری ایجاد می کند که برای محافظت در برابر آلودگی عالی هستند.
این تکنیک اصلاحی برای جوشکاری به سمت راست است که عمدتاً برای جوشکاری صفحات فولادی استفاده می شود، همچنین برخی از لوله ها و جوش های لب به لب (ضخامت 5-8 میلی متر) که در آن دید و حرکت کامل مورد نیاز است.
اتصال با یک میله و مشعل نوسانی ایجاد می شود که از پایین به سمت بالا حرکت می کند. میله یک زاویه 30 درجه ایجاد می کند در حالی که مشعل با قطعه کار زاویه 25 تا 90 درجه را بسته به ضخامت آن ایجاد می کند.
یک اپراتور منفرد ممکن است از این روش برای صفحات فولادی تا ضخامت 5 میلی متر استفاده کند، در حالی که دو اپراتور که هماهنگ هستند برای فلزات ضخیم تر مورد نیاز است.
 12 اردیبهشت 1403
12 اردیبهشت 1403
خوردگی خوردگی پدیده ای مخرب است که در آن سطح فلز در اثر واکنش های شیمیایی یا الکتروشیمیایی خراب می شود. ماهیت فراگیر آن تقریباً همه صنایع – زیرساخت ها، الکترونیک و صنعت خودرو را تحت تأثیر قرار می دهد. بیایید به ماهیت خوردگی، انواع خوردگی و نحوه مبارزه با اثرات آن بپردازیم. صنعت واشر […]
 6 فروردین 1403
6 فروردین 1403
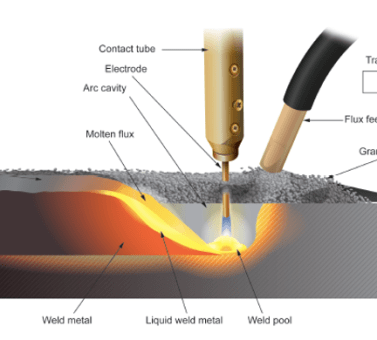
جوشکاری زیرپودری جوشکاری زیرپودری یک فرآیند صنعتی استاندارد است که در آن قوس بین قطعه کار و الکترود تشکیل می شود. در سال 1935 توسط مؤسسه جوشکاری EO Paton در کیف، اوکراین به عنوان نیروی محرکه جنگ جهانی دوم اختراع شد. یکی از قابل توجه ترین کاربردهای این اختراع تانک نظامی T34 است . در حالی که […]
 12 بهمن 1402
12 بهمن 1402
پوشش های گالوانیزه کاربرد و ویژگی های پوشش های گالوانیزه: روش های مختلفی برای اجرای پوشش روی وجود دارد که هر کدام ضخامت پوشش و دوام نهایی آن را در یک محیط خاص تعیین می کند. متداول ترین انواع پوشش های روی عبارتند از: گالوانیزه کردن در گالوانیزه کردن، اجسامی که قرار است پوشش داده […]


