
آبکاری یک فرآیند متداول تکمیل سطح در صنعت تولید برای پوشش دادن یک ماده (زیر بستر) با فلز دیگر است. در سالهای اخیر، این فرآیند دستخوش پیشرفتهای زیادی شده است، که آن را بسیار دقیقتر و قادر به کار با طیف وسیعتری از مواد کرده است.
در این مقاله، فرآیند آبکاری مدرن را بررسی می کنیم تا بفهمیم که چیست، چگونه کار می کند، مزایا و محدودیت های آن. صنعت واشر اصفهان مفتخر به تولید چندین محصول نسوز از جمله نمد نسوز و واشرالات صنعتی مختلفی در اصفهان است. برای مشاوره و خرید محصولات با ما تماس بگیرید.
آبکاری یک فرآیند تولیدی است که در آن یک لایه نازک از اتم های فلز از طریق الکترولیز به ماده دیگری رسوب می کند. فلز اضافه شده به عنوان فلز رسوب شناخته می شود و ماده زیرین یا قطعه کار به عنوان ماده زیرلایه شناخته می شود.
با افزودن لایه ای از فلز مورد نظر می توان چندین ویژگی فیزیکی، مکانیکی و شیمیایی زیرلایه از جمله استحکام، هدایت حرارتی، هدایت الکتریکی، مقاومت در برابر سایش و خوردگی را بهبود بخشید .
بهبود این ویژگیها میتواند به ما اجازه دهد تا فلزات مختلف را برای دستیابی به خواصی ترکیب کنیم که کاملاً با کاربردهای مختلف مطابقت دارد.
فرآیند آبکاری بر اساس اصل سلول الکترولیتی کار می کند.
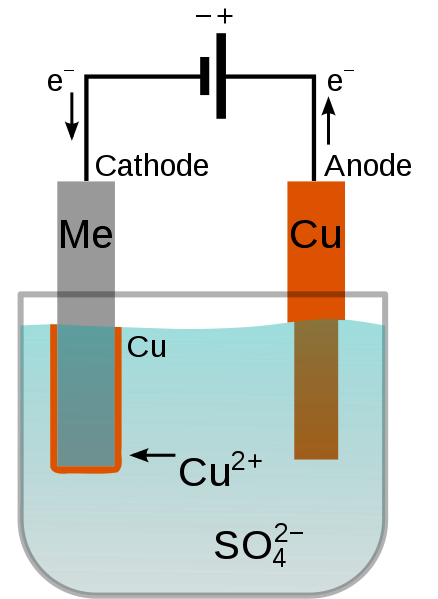
در این فرآیند دو میله فلزی در یک الکترولیت قرار می گیرند. میله ها هنگامی که به پایانه های مخالف باتری یا منبع تغذیه متصل می شوند به عنوان الکترود عمل می کنند تا اختلاف پتانسیل ایجاد کنند. جریان الکتریکی باعث می شود حمام الکترولیت به یون های فلزی محلول تجزیه شود و یون های فلزی با بار مثبت روی الکترود منفی (کاتد) رسوب کنند.
این یون های دارای بار مثبت بخشی از الکترولیت هستند. همانطور که آنها روی کاتد رسوب می کنند، غلظت آنها در الکترولیت کاهش می یابد. با انتخاب یک عنصر مناسب برای آند، می توانیم غلظت یون های مثبت را دوباره پر کنیم.
به عنوان مثال، اگر لازم باشد برنج را با مس بپوشانیم ، برنج به زیرلایه تبدیل می شود. اتصال آن به ترمینال منفی آن را به کاتد تبدیل می کند. ما از یک الکترولیت مانند محلول سولفات مس استفاده می کنیم که پس از متلاشی شدن یون مس مثبت می دهد. از طرف دیگر، از یک آند مسی برای پر کردن یونهای مثبت الکترولیت استفاده میکنیم.
ما میتوانیم ضخامت صفحه، سرعت رسوب فلز، پرداخت سطح، رنگ و بسیاری از عوامل دیگر را با دستکاری پارامترهای فرآیند کنترل کنیم. به عنوان مثال استفاده از صفحات مسی خالص ظاهر بهتری نسبت به میله های مسی معمولی موجود در بازار خواهد داشت.
با استفاده از این فرآیند می توان مواد را با یک یا چند فلز پوشاند.
در طول سال ها، راه اندازی فرآیند آبکاری برای کاربردهای مختلف تکامل یافته است. با انتخاب روشی متناسب با کاربرد، می توان بازده عملیات را به میزان قابل توجهی افزایش داد.
برای انتخاب مناسب، ابتدا باید انواع مختلف آن را درک کنیم. به طور کلی، روش های آبکاری را می توان به چهار نوع عمده تقسیم کرد. اینها هستند:
همانطور که از نام آن پیداست، آبکاری انبوه برای کاربردهای تولید انبوه استفاده می شود. این روش می تواند حجم زیادی از محصولاتی را که نیاز به پوشش های نازک فلزی دارند، انجام دهد.
نوع متداول روش آبکاری انبوه به نام آبکاری بشکه ای شناخته می شود. در این روش، ماده ای که قرار است پوشش داده شود (سوبسترا) در بشکه ای حاوی نمک فلزی (الکترولیت) و آند فلز پوشش دهنده فرو می رود.
راه اندازی آبکاری بشکه برای قطعات کوچکی که نیاز به پوشش یکنواخت دارند بسیار مقرون به صرفه است. با چرخش بشکه، تمام قطعات تمیز، رسوب زدایی شده و به طور یکنواخت در مقایسه با آبکاری قفسه ای پوشش داده می شوند.
این روش برای قطعاتی که نیاز به پرداخت دقیق بدون خراش و درهم تنیدگی دارند توصیه نمی شود.
آبکاری انبوه عموماً برای قطعات کوچک اما مستحکم مانند مهره ها، پیچ ها و پیچ ها استفاده می شود .
هنگامی که قطعات بزرگتر از قطعات مناسب برای آبکاری انبوه هستند، از روش آبکاری رک استفاده می شود. در آبکاری قفسه، قطعات بر روی قفسه ها نصب می شوند و در حمام آبکاری شیمیایی غوطه ور می شوند.
فرآیند آبکاری قفسهای آسیب وارده به قطعات ظریف یا شکننده را کاهش میدهد و بر خلاف آبکاری انبوه، خطوط داخلی و شکافهای عمیق قطعات را میپوشاند.
با این حال، این فرآیند گرانتر از آبکاری انبوه است. اما آن را با ارائه یک لایه آبکاری با کیفیت بسیار بالاتر از یک محصول انبوه جبران می کند.
آبکاری قفسه معمولاً برای قطعات بزرگ، شکننده و پیچیده که به آبکاری طلا، نقره، قلع، مس یا نیکل نیاز دارند، بهترین است.
فرآیند آبکاری مداوم بر روی قطعات بسیار طولانی مانند لوله های فلزی، سیم ها و نوارها انجام می شود.
در مورد نوارهای نازک، این فرآیند به عنوان فرآیند آبکاری قرقره به حلقه نیز شناخته می شود. در این فرآیند یک محصول طولانی با سرعت مشخصی از حمام شیمیایی عبور داده می شود. کیفیت محصول نهایی با دستکاری پارامترهای فرآیند و زمان صرف شده در حمام کنترل می شود.
قرقره محصولی که قرار است پوشش داده شود در ایستگاه اولیه باز می شود و پس از عبور از الکترولیت/آند و پوشش دهی، برای ذخیره سازی و حمل و نقل راحت تر، پس زده می شود. سپس عملیات بیشتری را می توان انجام داد تا به شکل های مورد نیاز مهر شود.
روش آبکاری درون خطی از یک خط مونتاژ برای عملیات آبکاری فلز استفاده می کند. فلز از ایستگاه های مختلف عبور می کند و ماشین آلات خودکار واکنش شیمیایی را تسهیل می کنند.
آبکاری خط به طور کلی برای پوشش مس، روی، کروم و کادمیوم استفاده می شود. انواع زیرلایه ها را می توان با این فلزات از طریق آبکاری خط پوشش داد. این روش نسبتاً ارزانتر از روشهای دیگر است زیرا به مقدار کمتری از مواد شیمیایی در هر قطعه نیاز است.
آبکاری یک فرآیند همه کاره است زیرا به تنها یک خاصیت در زیرلایه نیاز دارد: هدایت الکتریکی.
از آنجایی که این ویژگی منحصراً برای فلزات در دسترس است (به استثنای چند استثنا)، در ابتدا میتوانیم از آبکاری فقط برای فلزات استفاده کنیم. اما با ظهور اسپری ها و پوشش های رسانا، اکنون می توان مواد نارسانا مانند پلاستیک و چوب را نیز پوشش داد.
در نتیجه، امروزه مواد بسیار بیشتری وجود دارند که می توانند آبکاری شوند. مواد بستر بسته به کاربرد می تواند بسیار متفاوت باشد.
آبکاری نقره یا طلا اغلب برای بهبود ظاهر استفاده می شود. برای بهبود خواصی مانند مقاومت باکتریایی و رسانایی، آبکاری مس مورد علاقه است. آبکاری مسی همچنین انعطاف پذیری، روانکاری و مقاومت در برابر خوردگی را افزایش می دهد.
به طور مشابه، زمانی که نیاز به بهبود همزمان خوردگی و مقاومت در برابر سایش داریم، به سراغ آبکاری نیکل می رویم. نیکل همچنین ظاهر محصول را بهبود می بخشد.
برخی از فلزات دیگر که معمولاً برای پوشش در آبکاری استفاده میشوند عبارتند از کروم، کادمیوم، روی، آهن و تیتانیوم.
اما بستر و پوشش باید با دقت انتخاب شود. همه مواد با یکدیگر ترکیب نمی شوند. به عنوان مثال، فولاد را نمی توان بلافاصله با نقره آبکاری کرد. قبل از آبکاری نقره باید ابتدا با مس یا نیکل آبکاری شود.
اولین کارخانه آبکاری مدرن در اواخر قرن نوزدهم در هامبورگ راه اندازی شد. هدف بهبود ظاهر بود. اما همانطور که علم مکانیسم و مزایای آبکاری الکتریکی را درک کرد، کاربردهای آن برای اهداف غیر تزئینی رایج شد.
امروز، ما وسعت واقعی مزایای آبکاری را درک می کنیم. بیایید آنها را برای درک کلی بهتر فهرست کنیم.
آبکاری خواص فیزیکی مانند رنگ، درخشندگی و رسانایی را بهبود می بخشد.
رنگ و درخشش به روز رسانی های آرایشی را ارائه می دهد که برای بسیاری از محصولات روزمره و همچنین کاربردهای هنری ضروری است.
لوازم روزمره و محصولات آشپزخانه مانند ظروف، تابه، کارد و چنگال، شیرآلات، کتری و سایر وسایل زمانی که با فلزات براق تر مانند مس، طلا یا نقره پوشانده شوند بسیار جذاب تر می شوند. همچنین عملکرد آنها را بهبود می بخشد، زیرا محصولات آبکاری شده اغلب راحت تر تمیز می شوند.
با استفاده از آبکاری می توان ظاهر اینستالیشن های هنری مانند مجسمه ها و مجسمه ها را نیز بهبود بخشید. در نتیجه، آبکاری الکتریکی در پروژههای بازسازی و حفظ آثار هنری علاوه بر خلق هنری جدید نیز کاربرد پیدا میکند.
عملکرد همچنین می تواند در کاربردهای فنی شامل اجزای الکتریکی مانند آنتن ها و مدارهای مجتمع تقویت شود. اگرچه فلزات در حال حاضر رسانا هستند، اما پوشش دادن آنها با هادی بهتر رسانایی کلی قطعه را بهبود می بخشد و در عین حال هزینه ها را پایین نگه می دارد.
هزینه ها نیز با این واقعیت کاهش می یابد که غیر فلزات را می توان برای کاربردهای الکتریکی پس از آبکاری استفاده کرد. غیر فلزات علاوه بر هزینه کمتر، وزن کمتری نیز دارند که باعث کاهش هزینه و دشواری حمل و نقل و نگهداری محصولات می شود.
آبکاری همچنین خواص مکانیکی مانند استحکام کششی، مقاومت در برابر سایش و دوام را بسته به کاربرد بهبود می بخشد.
افزایش اندک در استحکام کششی برای پر کردن شکاف بین رزین های SLA چاپ سه بعدی (پلاستیک) و آلیاژهای فلز کافی است. ویژگیهای مقاومت متمایز امکان استفاده از مواد آبکاری شده را در کاربردهایی که قبلاً فلزات میبایست مورد استفاده قرار میگرفتند، میدهد.
پوسته فلزی روی یک محصول پلاستیکی، علاوه بر سبکتر کردن محصول، ویژگیهای مقاومت خمشی عالی را نیز به همراه دارد.
ما همچنین می توانیم سطح را با استفاده از آبکاری بهبود دهیم. این کار باعث می شود محصولات راحت تر کار کنند و اصطکاک را کاهش دهند.
همه این پیشرفت ها عملکرد کوتاه مدت را افزایش می دهد و همچنین طول عمر محصولات را افزایش می دهد .
خواص شیمیایی یک ماده را نیز می توان با استفاده از آبکاری الکتریکی افزایش داد. خواصی مانند مقاومت در برابر خوردگی، مقاومت در برابر مواد شیمیایی و اشعه ماوراء بنفش در کاربردهای خاصی مانند ایمپلنت های پزشکی بسیار مهم هستند.
به طور معمول، ایمپلنت های پزشکی برای محافظت در برابر خوردگی ، هدایت الکتریکی، اتلاف گرما، ماهیت غیر سمی و ضد باکتری به پوشش های فلزی گرانبها از طلا، نقره، پلاتین و مس وابسته هستند.
محصولات شیمیایی و مقاوم در برابر خوردگی نیز برای محیط های خدماتی خشن که در آن محصول در معرض مواد شیمیایی، رطوبت و آب دریا قرار دارد، مورد نیاز است.
آبکاری دارای معایب خاصی است که در برخی موارد مانع استفاده از آن می شود. بیایید اینها را ارزیابی کنیم تا تصویر کاملی بدست آوریم.
این فرآیند بسیار ساده نیست و انجام آن به طور قابل اعتماد می تواند دشوار باشد. یک فرآیند باید با پارامترهای از پیش تعیین شده تنظیم شود تا قطعاتی با کیفیت ثابت به دست آید. اشتباه در آماده سازی و پیش تصفیه می تواند منجر به نقص، کیفیت پایین و قابلیت قطعات تمام شده شود.
آبکاری را نمی توان برای همه ترکیبات مواد استفاده کرد، زیرا ممکن است به خوبی با محلول آبکاری ترکیب نشوند.
زمان آبکاری در برخی موارد می تواند بیش از حد طولانی باشد. نرخ رسوب فلز را می توان با افزایش منبع تغذیه یا غلظت الکترولیت یا هر دو افزایش داد. اما این باعث رسوب ناهموار می شود که در برخی موارد می تواند یک معامله شکن باشد.
طبق ماهیت خود، آبکاری فقط به سطح محدود می شود. هنگامی که لایه سطحی خراشیده می شود، محصول می تواند برخی یا تمام مزایای ارائه شده توسط فرآیند را از دست بدهد.
این فرآیند به دلیل کاهش در کاتد، گازها را آزاد می کند. اگر این گازها ماهیت خطرناکی داشته باشند، خطرات قابل توجهی برای پرسنل مجاور ایجاد می کنند.
قرار گرفتن در معرض کروم شش ظرفیتی از آبکاری کروم نمونه مناسبی از خطرناک بودن فرآیند آبکاری است.
 13 اردیبهشت 1404
13 اردیبهشت 1404
پلیتترافلورواتیلن که در زندگی روزمره آن را با نام تفلون می شناسیم از فلوروپلیمرهای مختلف و اتم های کربن و فلور تشکیل شده است. پلی تترا فلورواتیلن یک ماده آبگریز، غیر مرطوب، مقاوم در برابر دمای بالا و چگالی بالا است. اگرچه این فلوروپلیمر اغلب به دلیل خواص نچسب بودنش شناخته می شود، اما به […]
 21 تیر 1404
21 تیر 1404
اسلاتمیلینگ چیست؟ اسلاتمیلینگ (Slot Milling) یکی از عملیاتهای کلیدی در ماشینکاری CNC است که برای ایجاد شیارهای دقیق و طولی در قطعهکار استفاده میشود. این فرآیند در صنایع مختلف مانند هوافضا، خودروسازی، الکترونیک و ساخت قطعات دقیق کاربرد دارد. ✅ تعریف اسلاتمیلینگ اسلاتمیلینگ نوعی عملیات فرزکاری است که با استفاده از ابزار دوار، شیارهایی با […]
 11 خرداد 1404
11 خرداد 1404
فرزکاری انتهایی آیا تا به حال فکر کردهاید که چگونه تولیدکنندگان قطعات فوقالعاده دقیق با لبههای تمیز و منحنیهای پیچیده را برش میدهند؟ اینجاست که فرزکاری انتهایی وارد عمل میشود. فرزکاری انتهایی دومین روش پرکاربرد ماشینکاری CNC پس از تراشکاری است، و دلیل خوبی برای این محبوبیت وجود دارد. چه در حال شکلدهی فولاد ضدزنگ، […]


